L'industria automobilistica ha conosciuto una crescita significativa nella produzione di componentistica industriale con la lavorazione di materie plastiche. In questo contesto, lo stampaggio della plastica si rivela una tecnologia all'avanguardia e di grande efficacia, in grado di rispondere alle complessità e alle esigenze progettuali di un settore così dinamico. Le aziende con un'esperienza trentennale e personale altamente qualificato, come Fisem, si pongono come partner ideali per le realtà automotive che richiedono la produzione di svariati componenti plastici per auto e moto, attraverso lo stampaggio ad iniezione e altre tipologie di stampaggio della plastica.
Lo Stampaggio a Iniezione: Un Processo Fondamentale
Lo stampaggio a iniezione in plastica è il processo preferibile per la produzione di parti in plastica, utilizzato per creare un'ampia varietà di oggetti, dagli alloggiamenti elettronici ai contenitori, dai tappi di bottiglia agli interni per auto. Questo processo industriale prevede l'introduzione del materiale grezzo, sotto forma di granuli, in un cilindro riscaldato. Il materiale viene riscaldato, fuso e inserito a pressione elevata in uno stampo chiuso che poi viene aperto e solidificato. Il macchinario trasporta il materiale alla temperatura di fusione e, una volta plastificato, lo spinge nello stampo. È ideale per la produzione di elevati volumi di parti in plastica, in quanto in ogni ciclo possono essere prodotte diverse parti utilizzando gli stampi a iniezione multi-cavità.
I vantaggi dello stampaggio a iniezione sono molteplici: altissima precisione, ripetibilità, vasta gamma di materiali disponibili, basso costo della manodopera, scarti minimi e ridottissima esigenza di eseguire la finitura delle parti dopo lo stampaggio.
Materiali e Macchinari nello Stampaggio a Iniezione
Per lo stampaggio a iniezione sono disponibili decine di migliaia di materiali differenti. Può essere utilizzata la maggior parte dei polimeri, inclusi tutti i materiali termoplastici (per esempio nylon, polietilene e polistirene) e alcuni elastomeri. I materiali vengono scelti in base alla resistenza e alla funzione richiesta dalla parte finale, ma ogni materiale presenta diversi parametri di stampaggio che devono essere tenuti in considerazione.
Un esempio notevole di polimero utilizzato nell'automotive è il poliuretano, scoperto nel 1937 in un laboratorio in Germania. Grazie alle proprie caratteristiche, il poliuretano rappresenta una delle tecniche di stampaggio più versatili per la lavorazione e realizzazione di una vasta gamma di prodotti variegati nel settore automobilistico.
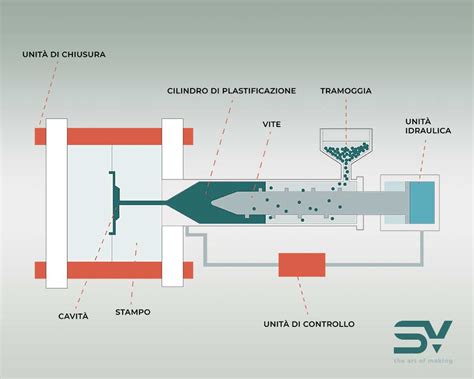
Le macchine per lo stampaggio a iniezione, anche note come presse, sono costituite da una tramoggia, da un pistone di iniezione o stantuffo a vite e da un’unità di riscaldamento. Lo stampo è fissato al piano della macchina per lo stampaggio e la plastica è iniettata nello stampo attraverso il foro di colata. Le presse vengono classificate in base al tonnellaggio, ovvero il calcolo della forza di serraggio che la macchina è in grado di esercitare. Questa forza mantiene lo stampo chiuso durante il processo di iniezione. Il tonnellaggio può variare da meno di 5 tonnellate a 6000 tonnellate, anche se le presse di tonnellaggio più alto vengono utilizzate raramente. La forza di serraggio totale necessaria è determinata dall’area proiettata della parte personalizzata da ottenere per stampaggio. Questa superficie proiettata viene moltiplicata per una forza di serraggio da 2 a 8 tonnellate per ogni pollice quadrato delle aree di proiezione. Come regola generale, 4 o 5 tonnellate/pollice possono essere utilizzate per la maggior parte dei prodotti. Se il materiale plastico è molto rigido, richiederà una maggiore pressione di iniezione per riempire lo stampo, dunque in questo caso è necessario un tonnellaggio superiore per mantenere lo stampo chiuso.
Gli Stampi per Iniezione: Componenti Chiave
Stampo o matrice sono termini che si riferiscono agli utensili utilizzati per produrre parti in plastica per stampaggio. Tradizionalmente, gli stampi per iniezione sono sempre stati molto costosi ed erano usati solo per le applicazioni produttive di volumi molto elevati dove si prevedeva la produzione di migliaia di parti. Generalmente gli stampi vengono realizzati in acciaio temprato, acciaio pretemprato, alluminio e/o in una lega di berillio-rame.
La scelta del materiale per realizzare uno stampo è principalmente di natura economica. Gli stampi in acciaio generalmente costano di più ma offrono una vita utile più lunga che consente di spalmare l’elevato costo iniziale su un maggior numero di parti prodotte prima che si usurino. Gli stampi in acciaio pretemprato sono meno resistenti all’usura e vengono utilizzati principalmente per bassi volumi di produzione o componenti più grandi. Solitamente la durezza dell’acciaio pretemprato corrisponde a 38 e 45 sulla scala Rockwell C. Gli stampi in acciaio temprato vengono sottoposti a un trattamento termico che ne migliora la resistenza all’usura e la durata utile.
Gli stampi in alluminio costano sostanzialmente meno di quelli in acciaio e, quando viene utilizzato alluminio di qualità superiore come l'alluminio di tipo aeronautico QC-7 e QC-10 insieme a moderne apparecchiature computerizzate, essi possono essere convenienti dal punto di vista economico per la realizzazione di centinaia di migliaia di parti. Gli stampi in alluminio offrono inoltre tempistiche molto ridotte e cicli più veloci grazie alla migliore dissipazione del calore. Inoltre, possono essere rivestiti per aumentarne la resistenza ai materiali rinforzati con fibra di vetro.
Il Ciclo di Stampaggio a Iniezione
Con lo stampaggio a iniezione, la plastica granulare viene erogata per gravità da una tramoggia in un cilindro riscaldato. Man mano che i granuli vengono lentamente convogliati in avanti da uno stantuffo a vite, la plastica viene spinta in una camera riscaldata denominata comunemente cilindro o fusto, dove viene fusa. Mentre lo stantuffo avanza, la plastica fusa viene spinta attraverso un ugello fissato alla boccola della materozza dello stampo, consentendo in questo modo alla plastica fusa di entrare nella cavità attraverso un gate e un sistema di colata.
La sequenza di eventi durante lo stampaggio a iniezione di una parte in plastica viene denominata ciclo dello stampaggio a iniezione. Il ciclo inizia quando lo stampo si chiude, il che è seguito poi dall'iniezione del polimero nella cavità dello stampo. Una volta riempita la cavità, viene mantenuto un certo valore di pressione per compensare le variazioni volumetriche del materiale. Nella fase che segue, la vite ruota per far avanzare la stampata successiva verso la vite anteriore. Questo fa sì che, nel momento in cui si prepara la stampata successiva, la vite si ritragga. Prima dell'espulsione, le parti stampate per iniezione vengono adeguatamente raffreddate in modo che mantengano la forma una volta scaricate.
Punti di Iniezione e Linee di Giunzione: Aspetti Critici di Progettazione
Ogni progetto di stampo per iniezione deve prevedere un punto di iniezione o un’apertura che consenta alla plastica fusa di essere iniettata nella cavità dello stampo. Il fattore più importante da considerare quando si sceglie il punto di iniezione per la propria applicazione è il design. Sono disponibili numerosi design diversi per il punto di iniezione, in base alla dimensione e alla forma della parte. I punti di iniezione variano per forma e dimensioni a seconda del tipo di plastica utilizzata e delle dimensioni della parte. Le parti di grandi dimensioni richiedono punti di iniezione più grandi per consentire un flusso di resina maggiore allo scopo di ridurre il tempo di riempimento.
Esistono diverse tipologie di punti di iniezione:
- Punto di iniezione laterale: Rappresenta il design più comune. Come indica il nome, questo punto di iniezione si trova sul bordo della parte ed è ideale per parti piatte. I punti di iniezione laterali sono particolarmente indicati per sezioni medie e spesse e possono essere utilizzati su utensili a due piastre multicavità. Questi tipi di punti di iniezione richiedono la presenza di un operatore per la separazione delle parti dai rami di colata dopo ogni ciclo.
- Punto di iniezione inferiore: È l’unico punto di iniezione a rimozione automatica tra quelli indicati. Per la rimozione automatica di questo tipo di punto di iniezione sono necessari i perni di espulsione. I punti di iniezione inferiori sono abbastanza comuni e presentano diverse varianti come il punto di iniezione a banana, a tunnel e “smiley”, per citarne alcuni. Il punto di iniezione inferiore consente di uscire dalla linea di separazione, offrendo maggiore flessibilità per posizionare il punto stesso in una posizione ottimale sulla parte. Questi tipi di gate includono nell'attrezzatura funzionalità di rottura o taglio del punto di iniezione nella fase di espulsione della parte.
- Punto di iniezione a caldo: È il più comune di tutti i punti di iniezione su ramo di colata caldo. I punti di iniezione a caldo si trovano in genere nella parte superiore della parte, anziché sulla linea di separazione, e sono ideali per forme arrotondate e coniche in cui è necessario un flusso uniforme. Tale punto di iniezione lascia sulla superficie della parte una piccola protuberanza. I punti di iniezione a caldo vengono utilizzati solo con i sistemi di stampaggio a canale caldo.
- Punto di iniezione diretto o mediante materozza: È un punto di iniezione a rimozione manuale utilizzato per gli stampi di singole cavità di parti cilindriche di grandi dimensioni che richiedono un riempimento simmetrico. I punti di iniezione diretti sono i più facili da progettare e presentano bassi requisiti in termini di costi e manutenzione. Le parti con punti di iniezione diretti sono soggette a minori sollecitazioni e sono caratterizzate da un’elevata resistenza.
La linea di giunzione incide sulla posizione degli eventuali residui lasciati dalle superfici combacianti dei semistampi e, potenzialmente, anche sull'aspetto di tali residui. Per i progetti di forme complesse, la posizione della linea di giunzione può essere più difficile da determinare. La linea di giunzione deve tracciare il percorso lungo il quale un piano tangente alla superficie è parallelo alla direzione di apertura dello stampo. Ad esempio, un progetto geometrico lineare che preveda spigoli smussati o arrotondati può rivelarsi impegnativo. Una linea di giunzione in una posizione altrimenti liscia richiederebbe tolleranze più rigorose e potrebbe far aumentare i costi di fresatura a causa della maggiore probabilità di bave che possono incidere sull'aspetto esteriore e sulla funzionalità del pezzo, rischiando di complicare l'assemblaggio dei pezzi finiti. Per questi pezzi è sempre possibile inviare un modello CAD 3D senza angolo di spoglia a Protolabs, che deciderà la posizione della linea di giunzione. Tuttavia, quando si progettano pezzi di questo tipo, sarebbe preferibile prendere in esame la posizione della linea di giunzione per un motivo molto semplice: i progettisti e gli stampatori considerano i pezzi da due punti di vista diversi. Gli stampatori e i progettisti lavorano entrambi per produrre il miglior pezzo possibile ma, mentre i primi privilegiano la precisione del processo di stampaggio, i secondi si concentrano di più su come funzionerà il pezzo una volta estratto dallo stampo. In primo luogo, la posizione della linea di giunzione determina la direzione di apertura dello stampo e, di conseguenza, la direzione degli angoli di spoglia da aggiungere agli elementi per facilitare l'espulsione.
Gestione dello Spessore delle Pareti e dei Difetti
Durante la fase di raffreddamento nel processo di stampaggio, le variazioni di pressione, velocità e viscosità plastica devono essere ridotte al minimo per evitare difetti. Vi sono alcuni aspetti maggiormente importanti in questa fase rispetto allo spessore delle pareti. Scegliere lo spessore della parete adeguato per la parte può avere effetti molto importanti sul costo e sulla velocità di produzione. Sebbene non vi sia alcun tipo di limitazione sullo spessore delle pareti, lo scopo di solito è di scegliere lo spessore minimo possibile. Lo spessore minimo della parete che può essere utilizzato dipende dalle dimensioni e dalla geometria della parte, dai requisiti strutturali e dal comportamento del flusso della resina. Lo spessore della parete di una parte stampata per iniezione è in genere compreso tra 2 mm e 4 mm (0,080" - 0,160"). Lo stampaggio a iniezione delle pareti è in grado di realizzare pareti con uno spessore pari a 0,5 mm (0,020").
Le sezioni spesse richiedono un tempo di raffreddamento maggiore rispetto a quelle sottili. Durante il processo di raffreddamento, se le pareti presentano spessore non costante, le pareti più sottili si raffreddano prima mentre le pareti spesse sono ancora in fase di solidificazione. A mano a mano che la sezione spessa si raffredda, questa si ritira intorno alla sezione più sottile già solida. Ciò causa la deformazione, la distorsione o la fessurazione in corrispondenza dei punti di incontro delle due sezioni. Per evitare questo problema, è necessario provare a progettare parti con pareti completamente uniformi. Quando non sono possibili pareti uniformi, la modifica dello spessore deve essere quanto più graduale possibile. Le variazioni dello spessore delle pareti non deve superare il 10% nelle plastiche ad alto restringimento. Le transizioni di spessore devono essere graduali, nell'ordine da 3 a 1.
Quando la sostanza fusa fluisce nello stampo per iniezione, le sezioni spesse non si raffreddano con la stessa velocità del resto della parte, poiché il materiale più spesso viene isolato dalla superficie esterna della plastica a raffreddamento più veloce. Quando si raffredda la parte interna, si restringe con una velocità diversa rispetto alla pelle esterna già raffreddata. Questa differenza nella velocità di raffreddamento causa una ritrazione verso l’interno che determina un segno di risucchio sulla superficie esterna della parte, o peggio ancora, la deforma completamente. Oltre ad essere visivamente poco attraente, il segno di risucchio rappresenta una sollecitazione aggiuntiva nella parte.
La Sfida delle Sollecitazioni Interne
Il principale nemico di qualsiasi parte in plastica stampata per iniezione è rappresentato dalle sollecitazioni. Quando una resina plastica (che contiene lunghe catene di molecole) viene fusa nella fase di preparazione per lo stampaggio, il calore e la forza di taglio dell’estrusore spezzano temporaneamente i legami molecolari, consentendo così alle molecole di penetrare nello stampo. Utilizzando la pressione, la resina viene spinta nello stampo, andandone a riempire ogni dettaglio, crepa e fessura. Man mano che le molecole penetrano in ogni elemento dello stampo, vengono costrette a piegarsi e a distorcersi per andare a formare la parte da realizzare. Percorrere angoli molto acuti comporta maggiori sollecitazioni sulle molecole rispetto ai percorsi lineari o con raggi di curvatura ampi. Mentre il materiale si raffredda e i legami molecolari riportano la resina allo stato solido, le sollecitazioni vengono “bloccate” nella parte. Sebbene alcune sollecitazioni in una parte stampata a iniezione siano prevedibili, è necessario progettare le parti in modo da ridurre le sollecitazioni il più possibile.
Giunti a Scatto: Soluzioni di Fissaggio Intelligenti
Nella progettazione di prodotti, i giunti a scatto sono disponibili in varie forme e servono principalmente per collegare, regolare e sostituire i componenti. L'innesto a scatto è una struttura di connessione e fissaggio comunemente utilizzata nella progettazione dei prodotti. Rispetto ad altri metodi di connessione, gli snap-fit sono un modo economico, efficace, semplice e comodo per collegare le parti in plastica. La forza di connessione degli snap-fit è in grado di soddisfare la maggior parte dei requisiti di progettazione dei prodotti. Le connessioni a scatto in plastica sfruttano principalmente le proprietà di deformazione e recupero elastico dei materiali plastici. Pertanto, non si tratta solo della quantità di innesto. Alcuni snap-fit possono avere un impegno ridotto, ma sono difficili o impossibili da smontare a causa dello spazio di deformazione limitato.
Tuttavia, presentano anche alcune sfide:
- Alto costo di stampaggio: Tranne che per le custodie appositamente progettate (foro passante), la formazione di incastri a scatto in stampi a iniezione generalmente richiede la progettazione di cursori o sollevatori.
- Requisiti di alta precisione: Gli attacchi a scatto richiedono un'elevata precisione di montaggio. In genere è difficile ottenere l'accoppiamento corretto in un'unica soluzione.
- Difficile valutare la qualità della connessione: Poiché alcune connessioni a scatto non sono visibili dall'esterno dopo l'assemblaggio, è difficile valutare efficacemente lo stato e l'effetto della connessione finale.
- Forza di connessione insufficiente: A meno che l'innesto a scatto non sia sufficiente, le connessioni a scatto possono facilmente allentarsi a causa della deformazione delle parti in plastica.
- Riutilizzabilità limitata: Ad eccezione dei giunti a scatto realizzati con materiali altamente resilienti o con speciali design strutturali, la maggior parte dei giunti a scatto ha cicli di smontaggio limitati.

Componenti dei Giunti a Scatto
Nella maggior parte dei casi, la parte di base è più grande, relativamente stazionaria o fissa, e può essere un singolo componente o un insieme. Funge da riferimento per la connessione. Può anche essere un componente singolo o un insieme, generalmente più piccolo della parte di base, e può essere tenuto in mano durante il processo di assemblaggio. Che si tratti della parte di base o della parte di assemblaggio, le principali aree funzionali che garantiscono l'affidabilità della connessione a scatto sono note come elementi funzionali di vincolo. Ne esistono due tipi: gli elementi di posizionamento e gli elementi di bloccaggio, solitamente indicati come posizionatori e bloccatori.
I posizionatori sono elementi di vincolo relativamente non flessibili che assicurano un posizionamento preciso tra la parte di assemblaggio e la parte di base e forniscono una resistenza alla separazione diversa dalla forza di bloccaggio. Quando una parte è dotata di armadietti, un'altra parte avrà parti corrispondenti. In genere, le parti corrispondenti sono posizionatori piuttosto che un'altra serie di armadietti, poiché si tratta di elementi robusti e non flessibili. Gli elementi di posizionamento più comuni includono perni, perni conici, guide, cunei, artigli, superfici, bordi, alette, boccole, scanalature, fori e cerniere vive.
Gli elementi di bloccaggio sono quelli che creano la tenuta effettiva. Negli snap-fit a sbalzo, l'elemento di deflessione è spesso la trave a sbalzo. La forma e la sezione trasversale della trave sono flessibili, con opzioni quali rettangolare, a ventaglio, a U o a T. La sezione rettangolare è la più comune, mentre la forma a U e a T sono varianti volte ad aumentare la sezione trasversale della trave. Negli snap-fit a sbalzo, la scelta dell'elemento di contenimento può essere indipendente dall'elemento di deflessione (trave) stesso. Gli elementi di ritenuta e di deflessione possono essere combinati per soddisfare diversi requisiti. Gli elementi di chiusura più comuni sono ganci, artigli, anelli, barre di torsione e cricchetti.
Per gli elementi di contenimento a gancio, una caratteristica unica è che quando una forza di separazione agisce sull'armadietto, la linea d'azione della forza di reazione non si allinea mai con l'asse neutro della trave (asse di simmetria). Quando sia il gancio che la parte corrispondente hanno angoli superiori a 90°, la forza di tenuta aumenta notevolmente.
Per gli elementi di ritenuta a manicotto, le estremità sono costituite da telai aperti o da elementi simili a bordi. La loro caratteristica è che la linea d'azione della forza di reazione passa attraverso l'asse neutro della trave, evitando la forza di deformazione e la flessione della trave. Tuttavia, gli elementi di contenimento a manicotto presentano uno svantaggio: la loro intrinseca bassa resistenza. Sebbene le linee di saldatura siano inevitabili, la resistenza può essere aumentata modificando la struttura degli elementi di contenimento a manicotto, ad esempio aumentando localmente lo spessore o cambiando la posizione delle linee di saldatura.
Classificazione dei Giunti a Scatto
I bottoni a pressione in plastica possono essere classificati in base alla difficoltà di smontaggio in:
- Bottoni a pressione staccabili (bottoni vivi): Consentono lo smontaggio e il riutilizzo.
- Non staccabili (bottoni morti): Una volta assemblati, non possono essere smontati senza danneggiare il pezzo.
Possono essere classificati anche in base al movimento:
- Snap-fit a movimento lineare: Richiedono un movimento rettilineo per l'assemblaggio.
- Snap-fit a movimento rotatorio: Implicano un movimento di rotazione durante l'assemblaggio.
Tra i tipi più comuni e diffusi di bottoni a pressione, da cui si sono evolute molte forme, troviamo:
- Snap-fit a sbalzo: Questi sono i tipi più comuni e più diffusi di bottoni a pressione, da cui si sono evolute molte forme.
- Snap-fit ad anello e a cuneo: Questi due tipi di bottoni automatici prendono il nome dalle loro forme distintive.
- Snap-fit a scomparsa: La caratteristica principale dell'attacco a scatto a scomparsa è la sua natura nascosta, spesso non facilmente individuabile.
- Fibbie piatte: Le fibbie piatte hanno un aspetto rettilineo, con una struttura solida, solitamente fissate con viti.
Principi di Progettazione per Giunti a Scatto Efficaci
L'obiettivo finale della progettazione a scatto è quello di ottenere una connessione e un fissaggio efficaci tra due parti. Per raggiungere questo obiettivo, il progetto deve considerare:
- Affidabilità della connessione: Nella progettazione dei prodotti, il livello di affidabilità delle connessioni richiesto viene scelto in base al posizionamento del prodotto, alla funzionalità dei componenti e al costo. Non tutti i progetti devono soddisfare tutti i requisiti di cui sopra. Ad esempio, se un progetto non richiede frequenti smontaggi o manutenzioni, può essere sufficiente soddisfare i primi tre punti. Tuttavia, se è necessario uno smontaggio frequente, l'attacco a scatto deve mantenere la funzionalità dopo lo smontaggio, influenzando la scelta del tipo di attacco a scatto o di specifici parametri di progettazione.
- Completezza dei vincoli: Durante l'assemblaggio o lo smontaggio di snap-fit, il movimento della parte di assemblaggio rispetto alla parte di base deve essere controllato. Senza vincoli, lo stato finale della parte di assemblaggio sarebbe incerto e instabile. La completezza dei vincoli coinvolge sia il posizionamento che il bloccaggio.
- Coordinamento dell'assemblaggio: Il coordinamento dell'assemblaggio considera se la base a scatto è progettata per l'assemblaggio manuale o a macchina. Attualmente, la maggior parte dei progetti si basa sull'assemblaggio manuale. Ad esempio, durante il montaggio, l'operatore deve avere un certo campo visivo. Strutture intrinseche al pezzo stesso che forniscono funzioni di posizionamento locale, come bordi e superfici. Strutture appositamente progettate per funzioni di posizionamento specifiche, come bocche, colonne, fori, guide e cerniere. Una buona struttura di connessione deve prima guidare, poi posizionare e infine collegare e fissare.
- Evitare complessità non necessarie: Per evitare inutili complessità, i progetti snap-fit dovrebbero prendere in considerazione la possibilità di evitare i meccanismi di estrazione laterale dell'anima. Se il giunto a scatto è stampato con espulsione angolare, verificare che non vi siano interferenze durante il processo di espulsione angolare.
Glossario dei Termini di Stampaggio a Iniezione
Per una comprensione più approfondita, è utile familiarizzare con alcuni termini chiave utilizzati nello stampaggio a iniezione:
- Sottosquadro: Dettaglio in alluminio o acciaio in uno stampo utilizzato per creare sottosquadri nelle parti stampate. Vengono rimossi manualmente dallo stampo durante il processo di iniezione della parte. Area degli stampi a iniezione in plastica, utilizzata per creare dei sottosquadri. Si riferisce alla parte del componente progettato in cui sono necessari uno scorrimento o un'estrazione manuale per creare fori, finestre o ritagli non presenti nella linea del disegno.
- Angolo di spoglia: Si riferisce alla porzione della parte che presenta una sorta di conicità in modo da facilitare l'estrazione dello stampo.
- Bava: Materiale che sporge dall'area del punto di iniezione dopo la rimozione del ramo di colata del punto di iniezione dalla parte stampata a iniezione.
- Deformazione: Si riferisce all'area della parte stampata a iniezione che si deforma durante il raffreddamento o lo stampaggio, causando risultati indesiderati nel prodotto finito.
- Flusso laminare: Si riferisce a quando la plastica entra nello stampo e il materiale fuso viene mantenuto tale dall'attrito prodotto da velocità e pressione.
- Gate: Si riferisce al punto in cui la plastica entra nella cavità dello stampo.
- Nervo: Si riferisce ai dettagli a lama sottile utilizzati per rafforzare le sezioni della parete e le parti in rilievo. Vengono inoltre utilizzate per ridurre le deformazioni.
- Perno: Perno utilizzato per attuare un movimento.
- Raggio: Si riferisce alle sporgenze arrotondate delle parti e degli stampi in plastica.
- Ritiro: Si riferisce al ritiro del materiale plastico dopo essere stato raffreddato. Tale percentuale di ritiro viene aggiunta alla parte prima della progettazione dello stampo.
- Sbalzo: Si riferisce alla porzione di una parte che viene poi eliminata per ottenere uno spessore uniforme della parete.
- Sovrametallo: Si riferisce alla quantità di metallo lasciata nello stampo in modo da modificare leggermente una dimensione.
Innovazioni e Applicazioni
La tecnologia di marcatura laser garantisce la leggibilità e la resistenza all'usura delle stampe superficiali, un aspetto cruciale per i componenti automotive dove la durabilità delle marcature è fondamentale.
Gli esperti del servizio Produzione su richiesta di 3D Systems hanno aiutato Philmac a individuare il processo e i materiali giusti per creare utensili di produzione stampati in 3D, dimostrando come l'integrazione di tecnologie avanzate possa ottimizzare i processi produttivi e la realizzazione di componenti.