Il settore della produzione di stampi per pressofusione, con particolare riferimento al comparto automotive e alla provincia di Lecco, rappresenta un'area di grande specializzazione e innovazione tecnologica. Le aziende che operano in questo ambito devono affrontare sfide complesse, che vanno dalla progettazione di alta precisione alla realizzazione di manufatti di grandi dimensioni, il tutto garantendo la massima qualità e ripetibilità del prodotto finale. La provincia di Lecco, e in particolare realtà come la Gilardoni Flavio Srl, si distinguono per una tradizione consolidata e un costante impegno nello sviluppo tecnologico, elementi cruciali per competere in un mercato globale sempre più esigente.
La Filiera Produttiva degli Stampi per Pressofusione
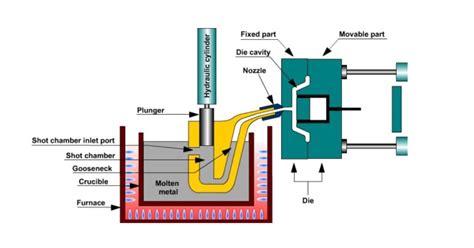
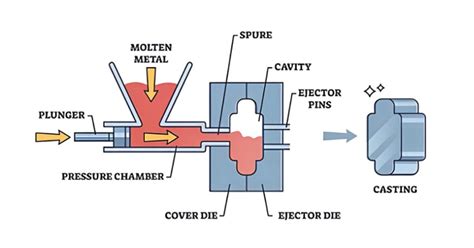
La produzione di uno stampo per pressofusione è un processo articolato che si articola in diverse fasi sequenziali, ognuna delle quali è fondamentale per assicurare la qualità e l'efficacia dello strumento finale. L'intero processo produttivo segue stadi rigidi per garantire la qualità del prodotto finito. Una fase preliminare essenziale per avviare l'intero processo produttivo. Una volta ricevuto il modello matematico del pezzo, gli esperti lo esaminano per stabilire tutte le fasi necessarie e le dimensioni dell'attrezzatura. In questa fase, si progettano e sviluppano le parti che andranno a comporre gli stampi. Dopo aver esaminato a fondo ogni parte, il progetto viene sottoposto e concordato con il cliente prima di essere messo in produzione. La produzione inizia con la creazione del materiale dello stampo, seguita dalla spianatura e dalla lavorazione meccanica 2D e 3D, a seconda delle esigenze dello stampo. Successivamente, le varie parti fresate vengono assemblate insieme a tutti gli altri componenti. La messa a punto è una delle fasi chiave dell'intero processo di realizzazione dello stampo. Dopo la spedizione, il team di esperti di avviamento produzione si reca presso il cliente per verificare come operano gli stampi realizzati da Nuova Stame nel ciclo produttivo finale. Se necessario, vengono apportate le opportune correzioni agli stampi per garantire la ripetibilità del pezzo.
Dalla Progettazione alla Matematicizzazione del Prodotto
L'intero ciclo di vita di uno stampo per pressofusione inizia con una fase di profonda analisi e progettazione. L'industrializzazione del prodotto è il primo passo: si studia e si analizza il progetto fornito dal committente per determinarne la fattibilità e ottimizzare il processo produttivo. Questa fase preliminare è cruciale per identificare eventuali criticità e definire le strategie migliori per la realizzazione dello stampo, tenendo conto delle specifiche esigenze del cliente e delle caratteristiche del materiale da lavorare.
Successivamente, si procede con la matematizzazione del prodotto. Questo passaggio trasforma il disegno concettuale in un modello matematico tridimensionale preciso, che servirà da base per tutte le successive fasi di lavorazione. In questa fase, gli esperti esaminano il modello matematico della futura pressofusa per stabilire tutte le fasi necessarie e le dimensioni precise dell'attrezzatura. È in questo contesto che si progettano e sviluppano le parti che andranno a comporre gli stampi.
Dopo aver esaminato a fondo ogni singola parte, il progetto viene sottoposto all'approvazione del cliente. Questo momento di confronto e accordo è fondamentale per garantire che il prodotto finale soddisfi pienamente le aspettative e le specifiche tecniche richieste, prima di avviare la fase produttiva vera e propria.
La Realizzazione Fisica del Prodotto
Parallelamente alla progettazione e alla matematizzazione, le aziende specializzate sono in grado di realizzare prototipi fisici del prodotto. Questi prototipi possono avere scopi estetici o funzionali e vengono realizzati utilizzando diverse tecnologie disponibili sul mercato, come la stereolitografia, la stratificazione, la tecnologia LOM (Laminate Object Manufacturing) o stampi in silicone. La realizzazione di prototipi permette di validare il design e le funzionalità del pezzo prima di procedere con la produzione su larga scala dello stampo.
L'Importanza della Meccanica di Precisione nel Settore Automotive
Il settore automotive è uno dei principali fruitori di stampi per pressofusione di alta qualità. La necessità di produrre componenti leggeri, resistenti e con tolleranze minime impone standard elevatissimi nella realizzazione degli stampi. Le aziende come la Gilardoni Flavio Srl, con una tradizione ultraquarantennale, si sono specializzate nella costruzione di stampi per pressofusione, con un focus particolare sul mercato automotive. Nata nel 1968 a Mandello del Lario, in provincia di Lecco, l'azienda ha ampliato la sua specializzazione dagli stampi conchiglia alla pressofusione, servendo un mercato sempre più esigente.

Capacità Produttive e Materiali
L'azienda lombarda è in grado di realizzare stampi per la fusione di leghe leggere come alluminio e magnesio. Le dimensioni degli stampi possono essere considerevoli, arrivando a un peso massimo di 25.000 - 30.000 kg. Questa capacità di gestire grandi formati è fondamentale per la produzione di componenti automobilistici di grandi dimensioni, come blocchi motore, telai e parti strutturali.
In un mercato sempre più esigente, la Gilardoni Flavio opera offrendo professionalità, qualità, assistenza qualificata e rapidità di realizzazione. La politica aziendale è sempre stata orientata verso uno sviluppo continuo della tecnologia, all’attenzione verso le specifiche esigenze di ciascun committente per individuare sempre le soluzioni più idonee.
Tecnologie Avanzate e Innovazione
L'innovazione tecnologica è un pilastro fondamentale per le aziende che operano nella produzione di stampi per pressofusione. La Gilardoni Flavio Srl, ad esempio, ha dimostrato una forte capacità di adattamento e implementazione di tecnologie all'avanguardia.
La Tecnologia Vacural e il Mercato Estero
Una testimonianza della capacità innovativa dell'azienda è la realizzazione di stampi per la tecnologia Vacural. Questo processo permette la pressofusione di leghe leggere di alluminio sottovuoto attraverso stampi speciali che incorporano una valvola di aspirazione e vuoto specifica da cui prende il nome il processo. Il procedimento Vacural è impiegato prevalentemente da aziende tedesche e svizzere. Per questo motivo, la società lecchese opera prevalentemente per il mercato estero, soprattutto svizzero, dimostrando una forte vocazione internazionale.
L'Evoluzione della Meccanica e la Sfida della Concorrenza Globale
Flavio Gilardoni, titolare della società, sottolinea come il settore sia cambiato nel tempo. "In passato", spiega, "per costruire uno stampo era fondamentale l’esperienza e la forte creatività dello stampista. Ora, grazie alle macchine e alle attrezzature di nuova generazione, chiunque abbia una conoscenza di meccanica è in grado di costruire uno stampo. Paesi come Cina e India sono gli esempi più rappresentativi." Questa affermazione evidenzia la crescente standardizzazione dei processi produttivi e l'importanza dell'automazione.
Tuttavia, Gilardoni evidenzia anche le difficoltà del settore, in particolare la crisi che ha investito tutti i comparti industriali. "Chi lavora per il comparto della pressofusione", continua, "è in seria difficoltà a causa della notevole riduzione dei fatturati degli ultimi anni. Numerosi produttori di beni di consumo per non fallire stanno lavorando sottocosto, trascinando in questo vortice anche noi subfornitori, con tutto quello che ne consegue."
Per contrastare questa tendenza e garantire la sostenibilità del settore, Gilardoni sottolinea la necessità di una corretta remunerazione. "Se vogliamo continuare ad avere nel nostro Paese una forte presenza di aziende metalmeccaniche è necessario essere remunerati in base al reale costo del servizio offerto. Solo in questo modo gli imprenditori delle piccole e medie imprese italiane potranno garantire alle proprie aziende una crescita costante e continua, con la possibilità di investire nelle più recenti tecnologie disponibili sul mercato."
Un esempio concreto di questa difficoltà è la commessa per la realizzazione di sette stampi per pressofusione, per la quale l'azienda è stata costretta a ridurre il costo del 30% pur di acquisirla. Questa cifra, se fosse stata reinvestita, avrebbe permesso l'acquisto di un nuovo centro di lavoro a cinque assi, migliorando ulteriormente la produttività.
L'Attrezzatura Produttiva e i Software di Supporto
Le moderne aziende di produzione stampi per pressofusione investono costantemente nell'aggiornamento delle proprie attrezzature e nell'adozione di software avanzati per ottimizzare i processi. La Gilardoni Flavio, trasferitasi in una nuova sede di 3.500 m2 ad Abbadia Lariana, conta circa trenta dipendenti. Il reparto produttivo è equipaggiato con centri di lavoro a cinque assi, macchine per elettroerosione (sia a tuffo che a filo), rettificatrici e presse prova stampi.

L'Importanza dei Centri di Lavoro a Cinque Assi
L'obiettivo futuro dell'azienda è di equipaggiare la propria attrezzeria con centri di fresatura esclusivamente a cinque assi. Questo permetterebbe di lavorare completamente un pezzo in un'unica posizionamento, riducendo i tempi di setup, minimizzando gli errori di posizionamento e migliorando la precisione generale della lavorazione.
L'Utilizzo di Software CAM Avanzati: hyperMILL®
Per sviluppare i percorsi utensili dei centri di lavoro a cinque assi, in particolare per un modello Deckel Maho, l'ufficio tecnico della Gilardoni Flavio utilizza la soluzione software hyperMILL®, della software house tedesca OPEN MIND Technologies. L'impiego di hyperMILL® consente di creare percorsi utensili particolarmente accurati che garantiscono una lavorazione ad alta precisione.
Il software CAM hyperMILL® dispone di un'ampia gamma di strategie di lavorazione, dalla fresatura 2D e 3D, HSC (High Speed Cutting), fresatura e tornitura, fino alla fresatura a cinque assi simultanei. La tecnologia a cinque assi di hyperMILL®, se utilizzata con le appropriate macchine a cinque assi, consente di risparmiare sui tempi di lavorazione, garantendo una minore usura degli utensili e una maggiore precisione delle forme, riducendo inoltre sensibilmente i costi di produzione.
Grazie alla semplicità di programmazione e alla funzione automatica di controllo e prevenzione delle collisioni, questa tecnologia rappresenta un'alternativa valida anche per numerose operazioni di fresatura standard. Tra le numerose strategie a cinque assi disponibili figurano la sgrossatura, la finitura per profilatura, la finitura a Z costante, la finitura a passate concentriche e la ripresa di materiale residuo. È anche disponibile una serie di cicli di lavorazione speciali quali la fresatura frontale a cinque assi, la fresatura a elica a cinque assi e la lavorazione di taglio bordo.
Integrazione e Controllo delle Collisioni
Inoltre, hyperMILL® consente di eseguire la lavorazione completa in un'unica operazione, permettendo di ridurre i tempi di preparazione e di migliorare la precisione della lavorazione. Tutte caratteristiche ricercate dalla Gilardoni Flavio. Un punto di forza del software è la funzione per il controllo delle collisioni. L'analisi delle collisioni tiene conto dell'intero pezzo grezzo che deve essere sottoposto a lavorazione. Vengono generate automaticamente inclinazioni degli utensili prive di collisioni. Nelle lavorazioni simultanee a cinque assi, le inclinazioni degli utensili vengono calcolate automaticamente dal software senza la necessità di indicare curve guida. Questo consente di creare programmi per lavorazioni a cinque assi molto più facilmente e di ottenere un maggiore livello di sicurezza dei processi. La prevenzione completamente automatica delle collisioni tiene conto inoltre della cinematica della macchina, per assicurare movimenti uniformi della macchina e percorsi utensile più lisci. L'utente specifica quale degli assi di rotazione deve essere utilizzato preferibilmente per la prevenzione di collisioni.
Interoperabilità e Compatibilità
hyperMILL® viene attivato direttamente tramite un apposito pulsante ed è disponibile nell'interfaccia utente familiare del programma CAD. Questa soluzione consente di evitare problemi di importazione dati nonché errori di scrittura o lettura, in quanto sia il sistema CAD che quello CAM accedono allo stesso modello di dati. È possibile passare in qualsiasi momento dal sistema CAD al sistema CAM: nel caso in cui vengano modificati i dati CAD, le operazioni CAM definite vengono automaticamente aggiornate.
Con la nuova versione hyperMILL® 2009.2, la soluzione CAM è disponibile anche nella versione più recente di Autodesk® Inventor®, ovvero in Autodesk® Inventor® 2010. Autodesk® ha certificato ufficialmente l'integrazione, confermando così la completa integrazione e l'associatività dei dati con Autodesk® Inventor®. OPEN MIND ha presentato anche hyperMILL® for SolidWorks: la certificazione "Gold" di hyperMILL® conferita dalla casa produttrice di software SolidWorks rappresenta il massimo riconoscimento per quanto concerne l'integrazione, la qualità e l'interoperabilità in relazione all'ambiente CAD SolidWorks. Oltre alle soluzioni in Autodesk® Inventor® e per SolidWorks, sono disponibili integrazioni di hyperMILL® in thinkdesign nonché nel software proprietario hyperCAD®. Le interfacce dirette in hyperMILL® consentono inoltre di importare dati senza problemi da Catia V4® e V5®, Pro/Engineer®, NX Unigraphics®, Parasolid® e SolidWorks.
Horn - Fresatura 5 assi con frese in metallo duro
tags: #stampi #pressofusione #automotive #lecco