La corrosione dei materiali metallici è un fenomeno intrinseco e ineludibile che provoca il deterioramento del materiale stesso, causato dall'interazione chimico-fisica con l'ambiente circostante. Questo processo comporta un decadimento progressivo e irreversibile delle proprietà tecnologiche del materiale sottoposto a tale attacco. In campo automobilistico, la prevenzione e la valutazione della corrosione rivestono un'importanza cruciale per garantire la sicurezza, la funzionalità e la durabilità dei veicoli. Le richieste di risarcimento in garanzia legate alla corrosione costano all'industria automobilistica globale miliardi di dollari ogni anno, e un singolo richiamo per componenti corrosi può compromettere la reputazione del marchio e la fiducia dei consumatori ben oltre il costo diretto della riparazione.

Il Test di Corrosione in Nebbia Salina: Un’Analisi Approfondita
Il test di corrosione in nebbia salina è una prova di laboratorio normata e finalizzata a verificare la protezione alla corrosione di un materiale metallico, di un suo rivestimento organico/inorganico o di un trattamento superficiale. È una prova accelerata di corrosione che prevede un ambiente più aggressivo rispetto a quello previsto in esercizio per accelerare i processi corrosivi e ridurre la durata delle prove rispetto a quelle effettuate in condizioni naturali. Questi test simulano gli ambienti in cui è presente una concentrazione salina, come ad esempio le rive del mare, le scogliere, le imbarcazioni o le strade trattate con sali disgelanti.
Perché Sottoporre i Materiali al Test di Nebbia Salina?
La corrosione, oltre a provocare danni estetici con la comparsa della conosciutissima “ruggine” (fenomeno di ossidazione del ferro) oppure della “corrosione bianca” (corrosione della zincatura), può anche indurre a danni strutturali o meccanici, provocando quindi problemi a livello di sicurezza e funzionalità/resistenza dei componenti. Un esempio significativo è la corrosione strutturale dei bracci delle sospensioni, dei telai ausiliari e dei longheroni del telaio, che compromette la sicurezza in caso di impatto. La perforazione dei tubi idraulici dei freni o delle condotte di alimentazione del carburante può causare guasti catastrofici.
Le case automobilistiche integrano i requisiti per i test di corrosione nelle specifiche tecniche già in fase di progettazione. I fornitori di primo e secondo livello devono fornire i dati dei test in nebbia salina, spesso facendo riferimento a norme come la JIS Z 2371, ASTM B117 e ISO 9227, come prerequisito per l'approvazione dei componenti. Il test di nebbia salina è l'unico modo per dichiarare ai clienti la qualità dei prodotti e verificarne la durata e la resistenza a determinati agenti di rischio.
Aspetti Tecnici del Test di Nebbia Salina
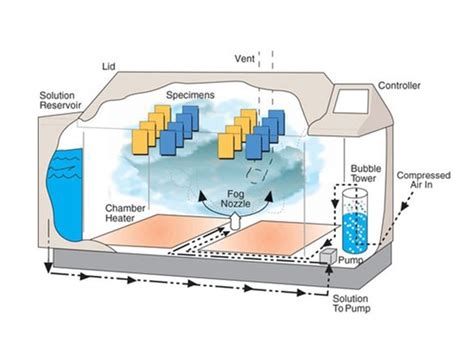
Durante il test, il campione viene posizionato nella camera di corrosione dove, attraverso un ugello, viene nebulizzata la soluzione salina e si crea la “NEBBIA”. Il campione non viene direttamente investito dal getto nebulizzato e deve essere inclinato rispetto alla verticale di circa 15 - 30° (angolo variabile in funzione della norma/metodo). Quando questi test sono richiesti su placche piane risulta semplice imporre loro l’inclinazione, ma nella maggior parte dei casi si ha a che fare con campioni tridimensionali come ad esempio cerchioni auto, ammortizzatori, minuteria quali viti e bulloni. Con campioni tridimensionali non si può certo confermare in tutti i punti della superficie esposta l’inclinazione corretta; in questi casi si concorda con il committente il posizionamento del campione all’interno della camera cercando di rispettare il più possibile l’inclinazione indicata. La camera di prova è dotata di un serbatoio nel quale sarà inserita acqua distillata e sale certificato ottenendo la soluzione salina con parametri controllati.
I diversi test di Nebbia Salina (Neutra, Salina Acetica o Cupro Salina Acetica) differiscono tra di loro sostanzialmente nella soluzione e nella temperatura all’interno della camera.
Tipologie di Test di Nebbia Salina
Esistono diverse tipologie di prove con nebbia salina, ciascuna con caratteristiche specifiche per simulare ambienti corrosivi diversi:
Nebbia Salina Neutra (NSS)
- Temperatura della camera: 35 ± 2 °C
- Concentrazione Cloruro di Sodio (NaCl): 50 g/l ± 5 g/l
- Velocità di raccolta della soluzione: 1,5 ml/h ± 0,5 ml/h
- pH (soluzione di raccolta) a 25 ± 2 °C: 6.5 - 7.2
- Normative di riferimento: ASTM B117, ISO 9227, JIS Z 2371.
- Campi di applicazione: Metalli e relative leghe, rivestimenti metallici (anodici e catodici), rivestimenti di conversione, rivestimenti di ossidazione anodica, rivestimenti organici su materiali metallici. È adatta per valutare la resistenza dei rivestimenti di zinco e del metallo nudo.
Nebbia Salina Acetica (AASS)
- Temperatura della camera: 35 ± 2 °C
- Concentrazione Cloruro di Sodio (NaCl): 50 g/l ± 5 g/l
- Velocità di raccolta della soluzione: 1,5 ml/h ± 0,5 ml/h
- pH (soluzione di raccolta) a 25 ± 2 °C: 3.1 - 3.3
- Soluzione: Alla soluzione salina (NaCl 5%) si aggiunge una quantità sufficiente di acido acetico glaciale fino a raggiungere un pH compreso tra 3,0 e 3,1.
- Normative di riferimento: ASTM G85-A1, ISO 9227, JIS Z 2371.
- Campi di applicazione: Rivestimenti a scopo decorativo di rame + nichel + cromo, rivestimenti a scopo decorativo di nichel + cromo, rivestimenti anodici su alluminio. Questo test intensifica l'attacco sui rivestimenti decorativi.
Nebbia Cupro Salina Acetica (CASS)
- Temperatura della camera: 50 ± 2 °C
- Concentrazione Cloruro di Sodio (NaCl): 50 g/l ± 5 g/l
- Velocità di raccolta della soluzione: 1,5 ml/h ± 0,5 ml/h
- pH (soluzione di raccolta) a 25 ± 2 °C: 3.1 - 3.3
- Soluzione: Si aggiunge una quantità sufficiente di cloruro di rame fino a raggiungere una concentrazione di 0,26 g/l ± 0,02 g/l (pH come da AASS).
- Normative di riferimento: ASTM B368, ISO 9227, JIS Z 2371.
- Campi di applicazione: Rivestimenti a scopo decorativo di rame + nichel + cromo, rivestimenti a scopo decorativo di nichel + cromo, rivestimenti anodici su alluminio. È il metodo più aggressivo per valutare la qualità della nichelatura-cromo placcata.
Normative e Standard di Riferimento
La prova di Nebbia Salina è nata nel 1914 negli Stati Uniti presso il National Bureau of Standards (NBS), ora conosciuto come NIST. La procedura fu formalizzata dalla ASTM International nel 1939 con la codifica ASTM B117, che è stato il primo standard di nebbia salina riconosciuto a livello internazionale. Il metodo venne successivamente ripreso da General Motors che abbassò la concentrazione da 200 a 50 g/l NaCl nel 1954, migliorandone sensibilmente la gestione e la riproducibilità. Da allora, numerose specifiche descrivono questo test.
Tra le normative internazionali più importanti si annoverano la ISO 9227 e la ASTM B117, che specificano l'apparecchiatura, i reagenti e le procedure utilizzate per eseguire le prove. La norma JIS Z 2371, pubblicata dall'Associazione Giapponese per la Standardizzazione, definisce i requisiti delle apparecchiature di prova, la preparazione delle soluzioni, il posizionamento dei campioni e la valutazione dei risultati per le prove di corrosione in nebbia salina, includendo i tre metodi principali NSS, AASS e CASS.
Come fare il test di nebbia salina su componenti grandi 2 metri
Valutazioni Dopo il Test di Nebbia Salina
I criteri applicati per la valutazione dei risultati sono molteplici. Il più comune è la valutazione dell’aspetto del campione al termine della prova. Ulteriori criteri includono:
- Numero e distribuzione dei difetti provocati dalla corrosione.
- Aspetto dopo la rimozione dei prodotti di corrosione superficiali.
- Perdita di massa.
- Esame micrografico.
- Variazione delle caratteristiche meccaniche.
Vi sono dei metodi specifici per fare questo, ad esempio:
- ISO 8993: valutazione del pitting nell’alluminio anodizzato.
- ISO 10289: valutazione delle protezioni decorative metalliche e inorganiche.
Su rivestimenti organici (verniciature) spesso viene richiesta l’incisione con croce di Sant’Andrea (“X”) o incisione singola prima dell’esposizione alla Nebbia Salina. Al termine del test, la valutazione della propagazione corrosiva dall’incisione diventa il parametro da valutare per la conformità o meno del prodotto. Spesso il metodo per la verifica della propagazione avviene tramite strappo con nastro adesivo (es. TESA 4657). Le valutazioni tecniche sui rivestimenti spesso fanno riferimento ad altre normative internazionali come, ad esempio, le ISO 4628 (valutazione della protezione dei rivestimenti organici), che includono:
- BLISTERING: in riferimento ISO 4628-2.
- RUSTING: in riferimento ISO 4628-3.
- CRACKING: in riferimento ISO 4628-4.
- FLAKING: in riferimento ISO 4628-5.
- DELAMINATION AND CORROSION AROUND A SCRIBE: in riferimento ISO 4628-8.
- FILIFORM CORROSION: in riferimento ISO 4628-10.
Generalmente si potrà osservare quella che viene comunemente chiamata “corrosione rossa”, che non è nient’altro che la corrosione ferrosa del materiale. Nel caso di particolare zincato si potrà invece osservare, normalmente ad un controllo intermedio a metà della prova, la “corrosione bianca”. Nel caso di un particolare verniciato si andrà a valutare la propagazione sottopellicolare, che consiste nel misurare la quantità di corrosione che si è propagata dalla linea di incisione effettuata sulla verniciatura. In parole povere, si va volutamente a danneggiare lo strato di verniciatura per vedere quanta corrosione si propaga in prossimità del danno effettuato (incisione ad X). I risultati del test NSS sono generalmente indicati con il numero di ore senza la comparsa di elementi di corrosione (ad esempio 680 h in NSS secondo ISO9227).
La Qualità nelle Prove di Corrosione
La qualità e la correttezza del risultato sono frutto di un lavoro costante di verifica di tutti i parametri della camera, di tarature e di controlli intermedi. Per verificare la ripetibilità dei risultati di una camera di Nebbia Salina e la riproducibilità dei risultati di camere di Nebbia Salina in diversi laboratori, è necessario controllare la corrosività attraverso provini di riferimento standardizzati. Questo è un iter che viene eseguito cadenzatamente al fine di operare sempre nel modo corretto. Le prove di invecchiamento accelerato vengono monitorate costantemente da operatori esperti, così da poter avvertire subito in caso di non conformità e decidere insieme come procedere.
In caso di esito anomalo del test di Nebbia Salina, un tecnico personale può consigliare prove aggiuntive per indagare sulla comparsa anomala di corrosione bianca o rossa. Rivolgersi a un laboratorio accreditato ACCREDIA, secondo ISO/IEC 17025, proprio per la prova di Nebbia Salina secondo ISO 9227 e ASTM B117-19, è il modo migliore per assicurarsi l'affidabilità dei risultati. Alcuni laboratori dispongono di due camere per nebbia salina, una da 1200 L ed una da 400 L, che è un grande vantaggio considerando che una camera è adibita ai test in nebbia salina neutra e l’altra per nebbie saline acetiche e cupro-acetiche, consentendo il test contemporaneo di due condizioni. Sono inoltre posizionate in un locale apposito per evitare effetti corrosivi indesiderati su campioni o attrezzature esterne.

Corrosione Galvanica nell'Automotive
La corrosione galvanica è un tipo specifico di corrosione elettrochimica che si verifica quando due metalli dissimili sono in contatto elettrico in presenza di un elettrolita. Questo fenomeno è particolarmente rilevante nel settore automobilistico, dove diversi metalli sono spesso utilizzati in stretta prossimità tra loro, come nei collegamenti bullonati tra staffe in acciaio zincato, fusioni in alluminio e elementi di fissaggio in acciaio inossidabile.
Meccanismo della Corrosione Galvanica
Quando metalli diversi vengono a contatto, si crea una differenza di potenziale elettrochimico. In presenza di un elettrolita (come la soluzione salina o l'acqua piovana contenente sali disciolti), il metallo con un potenziale più negativo (più attivo o anodico) si corrode preferenzialmente, agendo da anodo, mentre il metallo con un potenziale più positivo (più nobile o catodico) rimane protetto. Questa accelerazione dell'attacco all'interfaccia di contatto tra metalli dissimili può compromettere gravemente l'integrità strutturale e funzionale dei componenti automobilistici.
Fattori che Influenzano la Corrosione Galvanica nell'Automotive
Il sottoscocca del veicolo assorbe direttamente gli schizzi di strada contenenti sali disgelanti disciolti, l'impatto di ghiaia e l'acqua stagnante. I passaruota intrappolano detriti umidi contro le superfici in acciaio verniciato, creando un contatto prolungato tra sale e acqua che accelera il deterioramento del rivestimento. Le geometrie complesse della carrozzeria, come le flange dei bordi delle portiere, i giunti dei longheroni del tetto e le cavità dei pannelli sottoporta, intrappolano l'umidità e limitano il flusso d'aria, favorendo la corrosione interstiziale. L'applicazione di vernici e sigillanti in questi spazi ristretti è intrinsecamente complessa e qualsiasi fessura o punto sottile diventa un punto di innesco della corrosione.
Gli agenti antigelo stradali, principalmente cloruro di sodio, cloruro di calcio e cloruro di magnesio, creano una pellicola elettrolitica intensamente corrosiva sulle superfici dei veicoli. I tassi di corrosione aumentano quando le superfici metalliche rimangono bagnate. Mantenere un'umidità relativa del 95%-98% all'interno della camera di nebbia salina garantisce la formazione di una pellicola di umidità persistente sui campioni di prova, riproducendo i cicli di condensazione che si verificano nei vani motore, nei bagagliai e sotto il cofano.
Prevenzione della Corrosione Galvanica
Per prevenire la corrosione galvanica e prolungare la vita utile dei componenti automobilistici, vengono adottate diverse strategie:
- Selezione dei materiali: Scegliere metalli con potenziali elettrochimici simili per ridurre la differenza di potenziale.
- Isolamento elettrico: Separare i metalli dissimili con materiali isolanti per interrompere il circuito galvanico.
- Rivestimenti protettivi: Applicare rivestimenti (vernici, placcature, sigillanti) su uno o entrambi i metalli per isolarli dall'elettrolita e/o per fungere da barriera sacrificale. La verniciatura elettroforetica (e-coat) funge da principale barriera anticorrosione sulle strutture della scocca delle automobili.
- Inibitori di corrosione: Aggiungere sostanze chimiche all'elettrolita per rallentare il processo corrosivo.
- Design attento: Progettare i componenti in modo da evitare zone di ristagno dell'elettrolita e favorire il drenaggio.
- Protezione catodica: Utilizzare un anodo sacrificale (un metallo più attivo) o una corrente impressa per proteggere il metallo desiderato.
Il Ruolo dei Test di Nebbia Salina nella Prevenzione della Corrosione Galvanica
I test di nebbia salina, in particolare le varianti AASS e CASS che simulano ambienti più aggressivi, sono fondamentali per valutare l'efficacia delle misure preventive contro la corrosione galvanica. Questi test consentono agli ingegneri di confrontare leghe, rivestimenti e trattamenti superficiali candidati in condizioni di stress ambientale identiche. Ad esempio, i collegamenti bullonati tra staffe in acciaio zincato, fusioni in alluminio e elementi di fissaggio in acciaio inossidabile vengono testati per valutare la resistenza all'attacco galvanico.
I dati dei test in nebbia salina vengono integrati direttamente nella documentazione del processo di approvazione dei componenti di produzione (PPAP) inviata ai clienti OEM. Durante la pianificazione avanzata della qualità del prodotto (APQP), i risultati dei test di corrosione guidano la selezione dei materiali, le specifiche dei rivestimenti e le fasi di convalida della progettazione. I test di nebbia salina sulla linea di produzione individuano le deviazioni di processo prima che raggiungano il cliente. Una variazione nella composizione chimica del bagno di galvanizzazione, una vasca di risciacquo contaminata o un'escursione termica del forno di polimerizzazione si manifestano come una riduzione delle ore di test di nebbia salina nei campioni prelevati di routine.
Come fare il test di nebbia salina su componenti grandi 2 metri
Oggi le case automobilistiche offrono garanzie contro la corrosione da perforazione di 10-12 anni come elemento distintivo competitivo. Il rispetto di questi impegni richiede dati validati da test in nebbia salina di lunga durata su ogni componente e giunto vulnerabile alla corrosione, inclusi quelli soggetti a corrosione galvanica.
tags: #automotive #nebbia #salina #correnti #galvaniche