La Failure Mode and Effects Analysis (FMEA), o analisi delle modalità e degli effetti di guasto, è uno strumento analitico fondamentale e sistematico, ampiamente utilizzato nella fase di progettazione e nei processi industriali per identificare, valutare e mitigare rischi e guasti. Questa metodologia proattiva è un processo graduale che consente di anticipare cosa potrebbe andare storto, individuando tutti i possibili guasti nei processi di progettazione, produzione e assemblaggio. In altre parole, è un approccio strutturato per scoprire i modi in cui un processo o un prodotto può fallire (guasti) e come tali guasti portano a sprechi, difetti o risultati pericolosi (effetti).
Il termine FMEA nasce negli Stati Uniti nel 1949 come procedura militare, con l'obiettivo di conoscere tutti i possibili guasti e scoprirne in particolare gli effetti sul successo finale delle missioni, sulla sicurezza delle persone coinvolte e sugli equipaggiamenti utilizzati. Negli anni '60, la NASA ne ha adottato l'utilizzo per i primi voli spaziali, dimostrando la sua potenza come tecnica di analisi e gestione del rischio. Contrariamente a quanto spesso si crede, l'applicazione iniziale non fu solo per l'affidabilità dei componenti dei veicoli spaziali, ma anche per rischi legati all'alimentazione degli astronauti, evidenziando la sua versatilità. Entro gli anni '60, la FMEA iniziò a ottenere un'ampia adozione nei settori automobilistico e manifatturiero, con aziende come Ford e General Motors che la integrarono nei loro processi di progettazione e produzione per migliorare la qualità del prodotto e soddisfare rigorosi standard di sicurezza. Nel corso degli anni '80, gli sforzi, condotti in particolare dal settore automobilistico, hanno contribuito a consolidare e standardizzare le best practice FMEA per ottimizzare l'approccio come strumento di miglioramento della qualità e valutazione del rischio in diverse fasi dello sviluppo del prodotto. Oggi, i principali settori industriali, come quello energetico e sanitario, dove l'elevata affidabilità e la sicurezza dei prodotti sono cruciali, hanno adottato la pratica FMEA per soddisfare gli standard di settore (ad esempio SAE J1739-FMEA) per qualificare fornitori e prodotti.
FMEA è un pilastro fondamentale delle pratiche efficaci di gestione del rischio e di garanzia della qualità. Si tratta di una metodologia usata per identificare, valutare e mitigare problemi o guasti che possono verificarsi in prodotti o processi industriali. Chi conosce la lean production, la produzione snella, ha incrociato FMEA. Infatti, il contrattempo è una delle piaghe che ogni azienda deve e vuole eliminare dal proprio ciclo di lavorazione. Ogni passaggio che viene bloccato da un guasto provoca un rallentamento, una perdita di tempo. Nella metodologia della lean organization possiamo parlare di muda. Organizzazione snella significa eliminare quello che non serve per focalizzarsi sul valore.
Le Categorie Principali di FMEA
La FMEA è suddivisa in due categorie piuttosto ampie: Design FMEA (DFMEA) e Process FMEA (PFMEA). Sebbene possano essere utilizzati in modo indipendente, vengono spesso impiegati insieme come parte del processo di analisi dei rischi e possibilità di guasti di un'azienda.
Design FMEA (DFMEA)
Come suggerisce il nome, la Design FMEA esamina i rischi potenziali in un design nuovo o modificato di un prodotto o servizio. È un processo che aiuta gli ingegneri a comprendere l'impatto dei potenziali rischi associati a un progetto. L'introduzione dell'analisi FMEA nella fase di progettazione è una best practice che aiuta a rispondere a domande come:
- Quali errori potrebbero verificarsi nel progetto?
- Quali sono le conseguenze di un tipo specifico di guasto?
- Quanto sarà evidente il guasto all'utente?
- Come viene individuato il guasto?
- In che modo è possibile ridurre gli effetti di un guasto sull'affidabilità o la sicurezza del prodotto?
- Per prima cosa, come possiamo prevenire la rottura?
La DFMEA assegna una classificazione di gravità o rischio alle funzioni di progettazione, alle modalità di guasto e agli effetti che tali guasti potrebbero avere sul cliente. Una volta identificate le modalità di guasto e le classificazioni di gravità, le cause dei guasti vengono individuate per sostenere i programmi di manutenzione preventiva. Ad esempio, la classifica delle occorrenze nel processo Design FMEA aiuta a determinare le cause con una più alta probabilità per prevenire gli errori.
La DFMEA è di grande utilità in qualsiasi processo di progettazione, ma è particolarmente importante nei settori industriali dove il ritmo di introduzione di nuovi prodotti (NPI) e di integrazione di nuove tecnologie è alto. Essendo nati da poco, i nuovi prodotti e le nuove tecnologie hanno una storia di guasti minima o nulla. Anche se valutare le similitudini con i prodotti o le tecnologie precedenti può essere utile, un approccio disciplinato per identificare le modalità e i meccanismi probabili di guasto basato sui principi di fisica dell'affidabilità e sul processo DFMEA è cruciale per la mitigazione del rischio. Se l'analisi DFMEA non viene adottata come strumento critico per la fase di progettazione, possono verificarsi costosi guasti durante la produzione, i test di qualificazione o anche l'utilizzo sul campo. La DFMEA aiuta i team di prodotto a comprendere le potenziali modalità di guasto dei progetti nelle prime fasi dello sviluppo del prodotto in modo che possano essere corrette. Consente di mitigare gli impatti di tali guasti attraverso elementi della progettazione, metodi di rilevamento o il concetto generale di supporto operativo e logistico per il prodotto.
Process FMEA (PFMEA)
Il Process FMEA esamina i potenziali guasti che incidono sulla qualità del prodotto, sull’affidabilità del processo, sull’insoddisfazione del cliente, sulla sicurezza ambientale e sui rischi dovuti all’errore umano, sui materiali e sulle macchine utilizzati, sui fattori ambientali e altro ancora. Una volta che i guasti potenziali sono identificati, una classifica di gravità viene assegnata a ciascuno. Il Process FMEA analizza singolarmente tutte le fasi di un processo corrente per identificare rischi e possibili errori. La PFMEA è una FMEA che viene applicata al processo.
La PFMEA è particolarmente rilevante in settori che presentano un'alta complessità produttiva, dove il rischio di guasti nei processi di produzione potrebbe compromettere la qualità del prodotto finale. Ad esempio, nell'industria dei semiconduttori, la PFMEA è utilizzata per monitorare i processi di produzione dei chip elettronici, come incisione, drogaggio e imballaggio. Ogni fase del processo viene analizzata per individuare possibili guasti, come contaminazioni nei processi di fotolitografia, difetti nei chip o imballaggi danneggiati. Nel settore alimentare, la PFMEA viene impiegata per migliorare la sicurezza e la qualità dei prodotti. Ad esempio, nella produzione di alimenti confezionati, la metodologia aiuta a identificare potenziali modalità di guasto nei processi di conservazione e confezionamento, come contaminazioni da agenti patogeni o difetti nei materiali di confezionamento. Nel settore farmaceutico, la PFMEA è utilizzata per analizzare i processi di produzione di farmaci e dispositivi medici, come la produzione di compresse o iniettabili, dove vengono analizzati i rischi associati alla contaminazione dei prodotti, alle condizioni di temperatura e umidità durante la produzione e al packaging dei farmaci.
Come si Esegue l'FMEA: Un Approccio Strutturato
L'FMEA è un lavoro di squadra ed è vitale un approccio di squadra per il suo successo. Il tuo team FMEA dovrebbe essere guidato da un ingegnere di produzione responsabile o da un tecnico responsabile. I membri del team possono includere ingegneri di progettazione e di processo, fornitori di materiali e persino clienti. È molto importante includere nel processo di Analisi FMEA tutti coloro che lavorano su un determinato prodotto o sono parte di un determinato processo. Spesso si tende ad ignorare il personale di produzione, ma la fase di produzione è proprio quella in cui più spesso si verificano guasti, errori o difetti.

1. Pianificazione e Preparazione
La pianificazione e preparazione riguarda l'esatta definizione del contesto e dello scopo dell'applicazione FMEA. In questo ambito si possono applicare le 5T della FMEA:
- InTent: i membri del team devono essere competenti e consapevoli della loro partecipazione e ruolo, nonché delle potenzialità della FMEA.
- Timing: essere consapevoli che la FMEA va svolta il prima possibile.
- Team: formare un team multidisciplinare con componenti da funzioni diverse, es. ufficio tecnico, produzione, acquisti, qualità, ecc.
- Task: identificare i compiti e i risultati attesi nelle varie fasi.
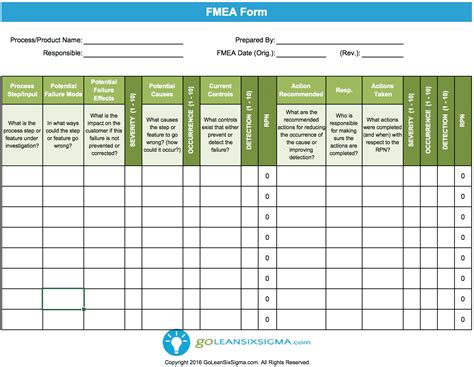
- Tools: utilizzare un formato o software standard per la FMEA.
Il lavoro di preparazione prevede la raccolta e la creazione di tutti i documenti necessari per l'analisi. Questo include la raccolta di informazioni sui guasti passati e i documenti di preparazione. Il consulente tecnico Quality-One International raccomanda anche di mettere insieme una checklist pre-lavoro per massimizzare l'efficienza del FMEA.
- Diagramma dei parametri (utile per Design FMEA): mette in relazione l'input ricevuto da un sistema/cliente agli output desiderati di un progetto che l'ingegnere sta creando, il tutto considerando influenze non controllabili o esterne.
- Diagramma di flusso di processo (utile per Process FMEA): utilizzato nell'ingegneria di processo per indicare il flusso generale dei processi e delle apparecchiature dell'impianto.
2. Analisi Strutturale e Funzionale
L'analisi della struttura porta alla determinazione dei confini dell'analisi FMEA, al sistema, sottosistema, suoi componenti importanti e contesto di applicazione nel prodotto del cliente.
Nell'analisi funzionale occorre individuare gli input/output del nostro prodotto sotto analisi e del sistema cliente nel quale è inserito. Sostanzialmente occorre che ci chiediamo quali sono le interazioni del nostro prodotto/componente con il sistema cliente. Si può utilizzare in questa fase il P-Diagram, così come il Function Tree ed anche il Quality Function Deployment.
Il primo step è il momento giusto per considerare tutti i modi in cui ogni componente potrebbe guastarsi. Esaminare la documentazione e i dati esistenti probabilmente rivelerà diversi potenziali guasti per ciascun componente in questione. Dovremmo creare una lista esaustiva per poi ridurla o combinare gli elementi della lista originale. Utilizzando un template o un profilo FMEA, possiamo aggiungere le funzioni, le modalità e gli effetti del guasto per determinare le classifiche di gravità. Quando si elencano le funzioni, è necessario assicurarsi che ognuna possa essere misurata in qualche modo.
Successivamente, si elencano i possibili guasti per ogni funzione. Ora dobbiamo elencare i possibili effetti che la nostra modalità di guasto potrebbe avere, assicurandoci di dare ad ogni effetto un grado di gravità (1-10). Se il livello di gravità è un 9 o 10 in questa fase, dobbiamo considerare come agire.
3. Analisi del Guasto e Delle Cause
Questa fase prevede la determinazione delle cause potenziali e i controlli di prevenzione utilizzando una classifica di occorrenza. Si può fare brainstorming sulle cause utilizzando i dati dei guasti passati o ottenendo idee e input dal team di progettazione. La ricerca delle cause è fondamentale per andare alla radice del problema, ragionando in termini di 4M (Manpower, Machine, Material, Method) e utilizzando strumenti quali i 5 perché e il diagramma a lisca di pesce (Fishbone Diagram).
4. Analisi del Rischio e Controlli di Rilevamento
Questa fase richiede di fare brainstorming e discutere i controlli o i processi che assicurano che il design soddisfi i requisiti (Design FMEA) o, se si verifica un guasto, la probabilità che un guasto non rilevato possa raggiungere il cliente.
Webinar - FMEA: Uno strumento fondamentale per prevenire i reclami del cliente
I Tre Criteri per Analizzare le Modalità di Guasto (S, O, D)
Per analizzare le potenziali modalità di guasto, la FMEA utilizza tre criteri fondamentali: Gravità (Severity), Occorrenza (Occurrence) e Rilevamento (Detection). Questi criteri (e i loro numeri di classificazione) costituiscono l'equazione per calcolare un numero di priorità di rischio (RPN). A ogni voce viene dato un punteggio crescente per gravità che va da 1 a 10.
Gravità (S - Severity)
La classificazione della gravità aiuta a determinare e classificare ciò che è più importante per l'operazione. Ciò può includere standard di sicurezza, ambiente, affari legali, coerenza di produzione, rifiuti e anche danneggiamento di reputazione. L'ultimo fattore da considerare per il calcolo del Risk Priority Number (RPN) è la Severity, cioè la gravità degli effetti generati dal guasto. Questa valutazione porta a cercare di quantificare la gravità di un evento e di una serie di effetti ad esso correlati. Per ogni modalità di guasto (failure mode) dobbiamo quantificarne la gravità.
Anche in questo caso utilizziamo una scala da 1 a 10, in cui 1 indica il livello di gravità più basso e 10 il più alto. La valutazione della gravità ha una natura più soggettiva rispetto all'occorrenza, per cui solitamente si tende a stabilire un criterio valido deciso dall'azienda. Potremmo decidere di basare la valutazione sulle implicazioni monetarie scaturite da un fermo macchina, o la riduzione in termini di produzione. Allo stesso tempo, ci sono criteri che dovrebbero essere fondamentali per chiunque, come il rischio per la sicurezza o per l'impatto ambientale. Generalmente, infatti, si stabilisce un indice di gravità pari a 9 o 10 se gli effetti di un guasto hanno implicazioni in materia di sicurezza.
Occorrenza (O - Occurrence)
L'occorrenza è la probabilità che si verifichi un guasto durante la vita del processo, del prodotto o del servizio. La probabilità di guasto (o di fallimento) indica con quale probabilità un'apparecchiatura, un componente o un sistema si guasti. Il nostro scopo qui è quello di attribuire un numero indice a questa probabilità per ogni modalità di guasto che abbiamo individuato. Un punteggio più alto significherà che la probabilità di guasto è molto alta e che l'evento si verificherà quasi certamente. Al contrario, un valore basso indica che il tipo di guasto è molto raro.
Ovviamente, quando valutiamo le probabilità che si verifichi un guasto dovremmo tenere conto di diversi fattori, come la vetustà del bene o eventuali fluttuazioni stagionali dei guasti. Il contributo maggiore in questo caso lo danno i dati storici in nostro possesso. Se possiedi un CMMS (Computerized Maintenance Management System) o un altro software di manutenzione, sarà senz'altro una fonte inesauribile di dati dai quali puoi ricavare informazioni molto preziose per rendere più accurate le tue valutazioni. Ovviamente anche l'esperienza degli addetti alla manutenzione o dei responsabili di produzione rappresenta una fonte di grande valore.
Ci sono infine delle metriche specifiche che possono aiutarci a stabilire la probabilità di guasto. Le due più importanti che meritano di essere segnalate sono:
- Failure Rate: indica il rapporto tra il numero di guasti e i cicli produttivi complessivi.
- MTBF (Mean Time Between Failure): rappresenta il tempo medio tra i guasti ed è senza dubbio una delle metriche più utilizzate in manutenzione. Conoscendo il mean time between failure, avremo infatti una misura statistica dell'occorrenza di un guasto su un determinato impianto, permettendoci di stabilire con più precisione l'occorrenza.
Una scala di valutazione tipica per l'occorrenza si presenta come la seguente:
- 1 - Evento estremamente improbabile.
- da 2 a 4 - L'evento può verificarsi in alcuni casi, ma c'è solo una minima probabilità che accada.
- da 5 a 7 - L'evento può verificarsi occasionalmente.
- da 8 a 9 - Esiste una alta probabilità che si verifichi l'evento.
- 10 - L'evento è inevitabile.
Rilevamento (D - Detection)
La classifica di rilevamento aiuta a quantificare la probabilità di anticipare un guasto e l'azione intrapresa per impedire che accada. Quante probabilità hai di rilevare il problema prima che si verifichi? Il secondo valore di cui abbiamo bisogno è l'indice di rilevabilità di un guasto. Si tratta quindi della nostra capacità di diagnosticare il verificarsi di uno di questi effetti generati da un guasto. Per ogni effetto descritto, dobbiamo quindi attribuire un valore che rappresenta questa capacità.
Ancora una volta, possiamo servirci di una scala da 1 a 10. Più è alto il valore, più è probabile che l'evento non venga intercettato. Per cui ad eventi di guasto facilmente intercettabili, viene assegnato un punteggio basso. Per riuscire ad abbassare la rilevabilità del guasto (e quindi migliorare la nostra capacità di rilevazione del guasto) le aziende possono avvalersi di sensori di controllo applicati agli asset, letture di contatori, telecamere, azioni di manutenzione preventiva o ancora meglio ispezioni regolari che ci permettano di monitorare con frequenza i nostri impianti. Ad esempio, se installiamo dei sensori su di un sistema HVAC, l'indice di rilevabilità sarà inevitabilmente più basso.

Il Risk Priority Number (RPN) e la sua Importanza
Questi criteri (e i loro numeri di classificazione) costituiscono l'equazione per calcolare un numero di priorità di rischio (RPN) per ogni modalità di guasto. L'indice di priorità di rischio con una semplice moltiplicazione di tutti i fattori è:
RPN = S x O x D
Il risultato ci permette di dare una priorità agli interventi da attuare per rendere il processo produttivo, teoricamente, meno soggetto a problemi e stop. Il numero RPN aiuta a dare priorità e assegnare elementi di azione di follow-up. Come discusso in precedenza, il RPN viene calcolato moltiplicando gravità, occorrenza e rilevamento per ogni possibile combinazione di guasto, causa e controllo. Poiché l'intero scopo dell'esecuzione del FMEA è scoprire e mitigare il rischio, un'azione è completa solo una volta stabilito che riduce con successo il rischio. Gli elementi di rischio, sono i più disparati, dall'attrezzaggio, al montaggio utensili o all'utilizzo di materia prima non corretta o non conforme.
Esempio Pratico di Calcolo RPN
Diamo un'occhiata a un semplice esempio per vedere come calcolare il RPN. Abbiamo eseguito il FMEA per una nuova macchina da caffè espresso per il nostro café.
- Viene assegnata alla macchina una gravità (S) di 10.
- Il team decide che la frequenza in cui un guasto della macchina potrebbe verificarsi è abbastanza bassa, perciò hanno classificato il fattore di occorrenza (O) come un 4.
- Infine, il team determina che pulendo e mantenendo correttamente la macchina ogni giorno e monitorando i rumori anomali e la qualità di produzione, possono rilevare un potenziale guasto abbastanza facilmente. Classificano la parte di rilevazione (D) dell'equazione come un 2.
RPN = 10 (S) x 4 (O) x 2 (D) = 80
Nella maggior parte dei casi, la gravità non può essere ridotta, quindi concentrati sulla diminuzione dell'occorrenza e sull'aumento del rilevamento. Potrebbe sembrare allettante concentrarsi solo su punteggi RPN elevati, ma assicurati di affrontare qualsiasi cosa con un punteggio di gravità elevato, indipendentemente dal RPN totale. L'analisi è suddivisa in 2 momenti al fine di rilevare le criticità nella prima parte e la contestuale messa in opera di tutti i correttivi necessari. Il risultato atteso è quello di dare seguito alla riduzione del rischio con azioni mirate.
Ottimizzazione e Rivalutazione del Rischio
Una volta che tutte le azioni di attenuazione del rischio sono state implementate, il team FMEA dovrebbe riordinare ciascun valore (gravità, occorrenza e rilevamento) e calcolare un nuovo RPN. I guasti dovrebbero essere elencati in ordine decrescente di RPN, in modo da poter concentrare gli sforzi sulle aree più critiche. Potreste aver sentito parlare del principio di Pareto, che afferma che l'80% dei problemi provengono dal 20% delle cause. Questo significa che la decisione su dove focalizzare l'attenzione non dovrebbe essere strettamente basata solo sul RPN, anche se è un buon punto di partenza.
FMEA nel Settore Automotive
Nel settore automobilistico, rispetto a una decina d'anni fa, la complessità dei sistemi a livello meccanico, hardware e soprattutto software è aumentata esponenzialmente, e con essa la probabilità d'introdurre errori ed effetti collaterali, a livello di processo, prodotto o sistema. Come si propone di significare lo stesso acronimo, la metodologia automotive FMEA serve ad analizzare in che modo qualcosa potrebbe guastarsi e per quali motivi, producendo errori o difetti, e quali saranno le conseguenze, gli effetti di tali anomalie sul funzionamento del processo, prodotto o sistema.
Il framework FMEA di gestione dei rischi utilizza un approccio graduale che, per passi successivi, identifica tutti i possibili guasti in un progetto o sistema, assegnando poi, a ciascuna modalità di guasto una data priorità di rischio, dipendente da alcuni fattori chiave come la sua facilità di individuazione, la frequenza con cui si verifica, l'entità delle conseguenze che è in grado di produrre.
Oggi in campo automotive la complessità del sistema, in particolare a livello di componenti software, continua a crescere contestualmente con l'aumento nella vettura di sensori, telecamere, dispositivi elettronici destinati ad alimentare applicazioni di infotainment e sistemi ADAS (Advanced Driver Assistance System). Nel caso delle auto a guida completamente autonoma, il peso del software sta ormai lievitando oltre il miliardo di linee di codice, e tale trend finisce inevitabilmente per incrementare la probabilità che nel sistema vengano introdotti nuovi single point of failure (SPOF) e potenziali rischi.
Dunque, è importante che il metodo automotive FMEA venga applicato prima di realizzare l'effettiva implementazione del processo o del prodotto, per dar modo agli ingegneri di comprendere a quali avarie possa andare incontro il sistema e per quali cause, studiando poi i conseguenti effetti sulla safety del veicolo, che deve conformarsi ai principi e requisiti dello standard ISO 26262 per la sicurezza funzionale nel settore automobilistico. Nel settore auto, ad esempio, la FMEA è disciplinata da standard veri e propri come le linee guida AIAG - VDA (Automotive Industry Action Group & VDA) ed è richiesta dai clienti spesso a livello contrattuale.
Nel 2019, l'AIAG (Automotive Industry Action Group) e la VDA (German Association of the Automotive Industry) hanno collaborato per la pubblicazione della prima guida internazionale sull'automotive FMEA. Il manuale, AIAG & VDA FMEA Handbook, ha armonizzato i precedenti manuali FMEA regionali, uniformandoli in un singolo documento, che punta a favorire l'adozione di una metodologia process-oriented, in grado di aiutare i fornitori di componenti a soddisfare i requisiti di prestazioni del prodotto richiesti dai costruttori del settore automobilistico.
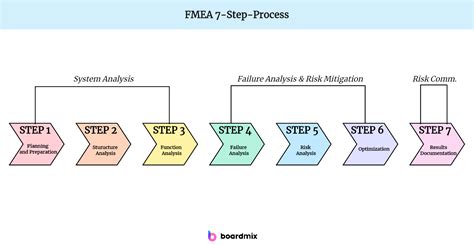
Nella guida, il cambiamento più evidente riguarda un nuovo approccio in 7 passi (Planning & Preparation, Structure Analysis, Function Analysis, Failure Analysis, Risk Analysis, Optimization, Results Documentation) per lo sviluppo del metodo automotive FMEA, che fornisce un framework per documentare i rischi tecnici in modo preciso e pertinente. Il metodo automotive FMEA è tra le procedure di analisi più utilizzate quando occorre rendere sistemi e prodotti conformi allo standard ISO 26262.
Tuttavia, con la crescente diffusione di intelligenza artificiale (AI) e machine learning (ML) nei sistemi ADAS, vengono introdotte nuove variabili ed elementi di incertezza, di cui ISO 26262 e il metodo FMEA devono necessariamente tener conto, espandendo e aggiornando la definizione di rischio e la procedura per la sua analisi. Infatti, quando nella sicurezza funzionale di un sistema safety-critical entra in gioco il machine learning, come nel caso della guida autonoma, possono manifestarsi tipologie di rischi non dovute al guasto di un componente.

Esempio di FMEA in Ambito Automotive: Installazione Airbag
Usiamo l'esempio dell'installazione dell'airbag al lato conducente in una linea di produzione di automobili per illustrare l'applicazione della FMEA.
Fase 1: Identificazione della Funzione e delle Modalità di Guasto
- Funzione: Installazione corretta dell'airbag lato conducente.
- Modalità di guasto potenziale: Ricezione dell'airbag errato per l'installazione.
Fase 2: Analisi degli Effetti del Guasto e della Gravità (S)
- Effetti potenziali:
- Ritardo nell'assemblaggio durante l'attesa dell'arrivo dell'airbag corretto.
- Airbag errato installato, causando un malfunzionamento in caso di incidente e di conseguenza provocando lesioni al conducente.
- Gravità (S): Se l'airbag errato viene installato e causa lesioni, la gravità sarebbe alta, ad esempio 10.
Fase 3: Determinazione delle Cause Potenziali e dell'Occorrenza (O)
- Cause potenziali:
- Errore umano: un arresto della catena di montaggio può aver causato uno scambio tra gli airbag del lato conducente e del passeggero.
- Discrepanza nell'ordine: ci può essere stata una discrepanza nel numero totale di airbag ordinati, portando all'arrivo di più airbag del passeggero.
- Occorrenza (O): Basandosi su dati storici e analisi, il team stima l'occorrenza a 5 (può verificarsi occasionalmente).
Fase 4: Identificazione dei Controlli Attuali e del Rilevamento (D)
- Controlli di prevenzione attuali:
- Un insieme di istruzioni di assemblaggio di un airbag (per prevenire l'errore umano).
- Controlli di rilevamento attuali:
- Un controllo visivo degli airbag eseguito dall'operatore.
- Rilevamento (D): Data la presenza di istruzioni e controlli visivi, la rilevazione è moderata, ad esempio 3 (l'evento può essere intercettato con moderata difficoltà).
Fase 5: Calcolo dell'RPN e Priorità d'Azione
- RPN = S x O x D = 10 x 5 x 3 = 150
Un RPN di 150 indica un rischio significativo che richiede attenzione immediata. Anche se il valore di gravità è elevato, la priorità d'azione dovrebbe considerare non solo il RPN ma anche l'impatto sulla sicurezza.
Fase 6: Azioni Correttive e di Mitigazione
- Azioni preventive: Implementare un sistema di scansione RFID per gli airbag in entrata e prima dell'installazione, garantendo che venga selezionato solo l'airbag corretto per il modello e la posizione specifici. Questo ridurrebbe l'occorrenza.
- Azioni di rilevamento: Aggiungere un sensore ottico sulla postazione di assemblaggio che verifichi il codice a barre dell'airbag e lo confronta con il modello del veicolo, bloccando la linea in caso di mancata corrispondenza. Questo aumenterebbe il rilevamento.
Fase 7: Rivalutazione del RischioDopo l'implementazione delle azioni:
- La gravità (S) rimane 10 (non è possibile ridurre l'impatto di un airbag errato).
- L'introduzione della scansione RFID riduce l'occorrenza (O) a 2 (evento molto raro).
- L'aggiunta del sensore ottico migliora il rilevamento (D) a 1 (quasi certamente rilevato prima di raggiungere il cliente).
Nuovo RPN = 10 (S) x 2 (O) x 1 (D) = 20
Il nuovo RPN di 20 dimostra una significativa riduzione del rischio, indicando che le azioni correttive sono state efficaci. Si noti come nella colonna della Gravità (G) i valori non siano stati minimamente toccati. Infatti il livello di Gravità benché assegnato in modo soggettivo deve restare sempre e comunque il medesimo. Proprio su questi 2 elementi (Probabilità e Rilevabilità) si deve operare il processo di efficientamento, riducendo la variabilità del processo (e quindi operando sul fattore di Probabilità) e aumentando il controllo (per migliorare il fattore di Rilevabilità).
Benefici dell'Implementazione di FMEA
L'analisi FMEA offre numerosi vantaggi alle aziende, permettendo di migliorare i propri processi e prodotti, ridurre i rischi e ottimizzare le risorse.
- Riduzione degli errori: L'analisi FMEA aiuta a identificare e prevenire i potenziali guasti prima che si verifichino, riducendo il rischio di errori nel design, nella produzione e nel funzionamento del prodotto.
- Miglioramento della qualità del prodotto: Implementando la FMEA, le aziende possono anticipare e correggere problematiche che potrebbero compromettere la qualità del prodotto.
- Ottimizzazione dei costi: Identificando e correggendo i guasti nelle prime fasi del ciclo di vita del prodotto, la FMEA consente di ridurre i costi associati alla riparazione, ai richiami e agli scarti di produzione. L'implementazione di FMEA porta a una riduzione dei rischi di guasto, che si traduce direttamente in costi inferiori associati a richiami di prodotti, reclami in garanzia e riparazioni.
- Maggiore sicurezza: La FMEA consente di analizzare i rischi legati alla sicurezza dei prodotti, dei processi e delle operazioni.
- Conformità alle normative: L'analisi FMEA aiuta le aziende a rispettare gli standard di conformità e le normative di settore, riducendo il rischio di non conformità che potrebbe portare a sanzioni o problemi legali.
- Miglioramento continuo: La FMEA è un processo dinamico che deve essere aggiornato periodicamente in base alle modifiche al prodotto o al processo. Questo processo funge da strumento di comunicazione per i gruppi della catena di fornitura sia a monte che a valle per garantire che i potenziali fattori di rischio non solo vengano identificati ma anche eliminati o ridotti.
- Soddisfazione del cliente: Riducendo i guasti, migliorando la qualità e ottimizzando i processi, l'analisi FMEA contribuisce a garantire che i prodotti soddisfino le aspettative dei clienti.
Webinar - FMEA: Uno strumento fondamentale per prevenire i reclami del cliente
FMEA e Tecnologie Emergenti: AI e Blockchain
L'intelligenza artificiale (AI) sta rapidamente trasformando vari settori e la sua integrazione nel processo di analisi delle modalità e degli effetti dei guasti (FMEA) si sta rivelando un punto di svolta. I moderni sistemi di gestione del rischio sfruttano l'intelligenza artificiale per FMEA per automatizzare il rilevamento dei guasti, analizzare vasti set di dati e migliorare l'accuratezza del processo decisionale. Questo permette alle organizzazioni di anticipare i rischi e migliorare le loro strategie di mitigazione del rischio.
La tecnologia blockchain sta creando onde nel processo FMEA migliorando la tracciabilità e la trasparenza nella gestione del rischio. Mentre la trasformazione digitale rimodella i settori, tecnologie emergenti come AI, blockchain e IoT (Internet of Things) stanno svolgendo ruoli cruciali nell'evoluzione della FMEA. L'integrazione di queste tecnologie emergenti nel processo FMEA sta trasformando la gestione del rischio. Queste tecnologie apportano automazione avanzata, tracciabilità e approfondimenti in tempo reale, consentendo alle organizzazioni di anticipare i rischi e migliorare le loro strategie di mitigazione del rischio.
tags: #fmea #esempio #automotive