Nel mondo delle costruzioni leggere e ad alte prestazioni, i materiali plastici sono diventati insostituibili, sostituendo sempre più spesso i metalli grazie alla loro flessibilità di installazione e al design innovativo. Parallelamente, l'industria automobilistica, un settore in costante evoluzione e dove l'innovazione è sempre al primo posto, richiede soluzioni di fissaggio all'avanguardia che garantiscano sicurezza, durata ed efficienza. In questo contesto, gli inserti per automotive rappresentano una categoria fondamentale di componenti, progettati per creare punti di fissaggio robusti e affidabili in una vasta gamma di materiali, dalle plastiche ai compositi, fino ai metalli sottili.

L'Importanza Critica degli Elementi di Fissaggio nel Settore Automotive
Quando si parla di Automotive, il riferimento non è solo all'automobile, ma a qualsiasi tipo di veicolo, dall'utilitaria all'auto sportiva, dai furgoni ai mezzi pesanti. In questi contesti, i rivetti a strappo e gli inserti filettati sono ampiamente utilizzati per assemblare sia parti portanti della struttura del veicolo, sia accessori.
La sicurezza è un fattore primario: un dispositivo di fissaggio allentato o non montato correttamente può avere ripercussioni sull'intera vettura. Ad esempio, un bullone allentato nel motore può impedire l'avviamento dell'auto, mentre problemi di fissaggio nelle sospensioni o nell'impianto frenante possono causare gravi anomalie. Meno grave, ma comunque fastidioso, un fastener che si deteriora può causare vibrazioni o rumori nell'abitacolo. I sistemi di fissaggio sono presenti in tutti i principali componenti delle automobili, unendo elementi dalle parti del motore alle finiture della carrozzeria o dell'abitacolo.
I motivi del vasto impiego di questi elementi sono molteplici. Da un lato, il rivetto è uno strumento di fissaggio singolo, una valida alternativa a sistemi compositi la cui installazione richiede il doppio del tempo (come ad esempio dado e bullone) e che, a livello di gestione logistica, occupano più spazio, riducendo le possibilità di stoccaggio delle scorte. In secondo luogo, la tecnologia sviluppata soprattutto nei rivetti strutturali, i più utilizzati in questo settore, è progettata per rispondere al meglio alle sollecitazioni cui sono sottoposti i veicoli e per avere la maggior resistenza meccanica a taglio e trazione. Inoltre, il rivetto è un prodotto che copre una gamma molto vasta di applicazioni e può essere personalizzato a seconda dell'esigenza, perciò trova impiego in moltissimi componenti.
Tipologie e Requisiti Specifici per i Fissaggi Automotive
Esistono molti diversi tipi di fastener per il settore automotive - bulloni, viti, dadi, rivetti, rondelle, inserti a pressione, fissaggi a incollaggio per compositi - talvolta anche realizzati su misura per uno specifico modello. Anche i materiali possono variare: ferro, acciaio inox, nichel, ottone, alluminio o particolari leghe. In un'automobile ci sono in media 3.500 elementi di fissaggio, una parte fondamentale nel design di un veicolo che contribuisce in modo determinante alla sua sicurezza oltre che alla sua estetica.
Inserti Filettati per Plastiche
Gli inserti filettati in ottone su materie plastiche, installati dopo lo stampaggio (after moulding), sono un esempio emblematico di come l'ingegneria moderna risponda alle esigenze del settore. Questa tecnica, spesso racchiusa sotto il nome AMTEC® (After Moulding TEChnology), consente di creare effetti sinergici tra la resistenza dei metalli e la flessibilità della plastica.
Vantaggi degli inserti post-stampaggio:
- Cicli di iniezione più brevi: Il processo di stampaggio a iniezione avviene automaticamente e senza l'inserimento di pezzi metallici, garantendo nessuna perdita di tempo e una produzione sicura.
- Nessun danno allo stampo a iniezione: La produzione è affidabile, senza parti metalliche che possono cadere e compromettere lo stampo.
- Ancoraggi sicuri a basse tensioni: Dato che la plastica viene scaldata durante il montaggio, raffreddandosi crea un bloccaggio saldo con una bassa tensione. Questo si traduce in valori di strappo e torsione elevati.
- Riduzione dei costi di produzione: Minori costi, stessa qualità elevata.
Processi di installazione degli inserti filettati per plastiche:
- Saldatura di elementi a caldo (HES): Un comprovato procedimento di unione che prevede l'applicazione di inserti filettati metallici in pezzi stampati termoplastici. Durante il procedimento monofasico, il calore di contatto viene trasmesso alla zona di giunzione del materiale plastico attraverso l'inserto di metallo. La fusione della plastica in corrispondenza della superficie di contatto innesca il processo di giunzione, in cui la massa plastificata viene spostata nelle aree interne e negli incavi fino ad avere un accoppiamento di forma. Questo metodo è adatto per inserti come HITSERT® 2, HITSERT® 3 e SONICSERT®. Il materiale in corrispondenza dell'area di saldatura viene plastificato per un breve periodo e scorre nel foro dell'inserto filettato, creando un bloccaggio saldo.
Saldatura a resistenza elettromagnetica: Un procedimento sviluppato per realizzare giunzioni fra metalli e materiali termoplastici. L'inserto filettato viene riscaldato da un campo elettromagnetico alternato senza alcun contatto, e la superficie del componente di plastica a contatto con l'inserto si scioglie. Gli elementi metallici si scaldano in pochissimo tempo (circa 2-6 sec.) indipendentemente dalla misura. Simultaneamente ha luogo il processo di unione in cui il materiale sciolto penetra nelle aree interne e negli incavi. Dopo che l'energia viene interrotta, il materiale fuso si raffredda in modo accelerato e ciò consente di raggiungere una precisione di montaggio di ben 0,05 mm. Anche questo metodo è adatto per HITSERT® 2, HITSERT® 3 e SONICSERT®.
Saldatura a ultrasuoni: Originariamente sviluppato per unire materiali termoplastici, questo procedimento sfrutta l’attrito sulla superficie di assemblaggio e l'assorbimento delle vibrazioni delle parti da assemblare per far sciogliere il materiale plastico in brevissimo tempo. L'energia necessaria viene generata nel generatore di ultrasuoni sotto forma di tensione alternata, poi viene convertita in vibrazioni meccaniche (20 - 40 kHz) e infine convogliata mediante un elettrodo ultrasonico (sonotrodo). Con l'inserimento degli inserti filettati (metallici M2 - M6) nel materiale termoplastico, il materiale fuso viene spostato nelle aree interne e negli incavi. Gli inserti come HITSERT® 2 sono progettati appositamente per la saldatura a ultrasuoni, offrendo vantaggi come essere adatti per materiali termoplastici, antisvitamento, senza tensioni e con alta resistenza allo strappo. La versione 0730 può essere installata da entrambi i lati, caratteristica che comporta vantaggi per l'installazione automatica, in quanto non necessita di orientamento.
Inserti Filettati: Diversità e Funzionalità
Gli inserti incrementano la resistenza e la durata delle parti in plastica fornendo rinforzo, punti di aggancio sicuri, resistenza all'usura, versatilità, consistenza ed efficienza in termini di costi.
Inserti a pressione: Questi inserti sono progettati per essere pressati in un foro dritto post-stampa senza ulteriore calore, rendendoli ideali per le plastiche più morbide. Sono dotati di zigrinature per fornire resistenza alla torsione e all'estrazione, garantendo al contempo un buon flusso della plastica durante l'inserimento. Gli inserti standard a pressione sono generalmente dotati di zigrinature elicoidali che erodono la plastica mentre vengono spinti, guidando l'inserto nel foro durante il serraggio. Oltre agli inserti a pressione standard, quelli filettati a pressione ed espansione sono dotati di zigrinature diamantate.
- Esempi di applicazione: Case elettronici (punti di fissaggio sicuri per viti, distanziali), componenti automotive (fissaggio di pannelli in plastica, finiture, cruscotti, resistono a vibrazioni), attrezzature industriali (punti di montaggio sicuri per accessori).
- QUICKSERT®: Costituito da un corpo cilindrico con filettatura interna e una speciale filettatura esterna. Il profilo della filettatura esterna presenta un angolo estremamente ridotto e si allarga asimmetricamente verso la base della filettatura, permettendo un'installazione ottimale già a basse coppie di serraggio e risultando adatto per materiali plastici fragili e duttili.
- QUICKSERT® Hex: Simile al QUICKSERT® ma con un esagono interno aggiuntivo.
- QUICKSERT® Plus: Presenta un corpo maschiato a base conica (cono totale di 8°) con filettatura interna ed esagono cavo, riducendo le coppie di serraggio durante il montaggio.
- EXPANSIONSERT 1 e 2: Sono inserti a espansione con intaglio verticale a croce con filettatura interna e godronatura esterna a diamante. Durante l'inserimento, una crociera interna viene spinta verso il basso, espandendo la parte bassa a intaglio e bloccando gli anelli di taglio nella parete del foro di montaggio.
- SPREDSERT® 1 e 2: Vengono inseriti nel foro di montaggio finché la flangia zigrinata è completamente ancorata al materiale plastico. L'inserto si comprime in corrispondenza dell'intaglio. La vite fa nuovamente espandere l'inserto filettato ancorato radialmente, così che gli anelli (o la godronatura a diamante per SPREDSERT® 2) penetrano nella plastica garantendo un bloccaggio sicuro.
Inserti autofilettanti: Progettati per l'installazione post-stampo e garantiscono la maggiore resistenza allo sfilamento. Le filettature esterne hanno un profilo sottile per ridurre al minimo lo stress sulla plastica, abbinato a un passo relativamente grosso per massimizzare la superficie di taglio della plastica e prevenire l'estrazione. La coppia di installazione non è un problema in quanto il serraggio della connessione aumenta l'attrito tra plastica e filettature.
- Esempi di applicazione: Dispositivi di illuminazione e display, mobili e impianti, prodotti di consumo (elettrodomestici, giocattoli), automotive e aerospaziale (unire finiture e componenti in plastica).
- DEFORM-NUT®: Un inserto a deformazione brevettato in grado di garantire un fissaggio resistente alle vibrazioni, ideale per laminati sottili.
Inserti termoindurenti (termosaldati): Vengono riscaldati e pressati in fori prestampati nelle parti in plastica. Sono adatti per i materiali termoplastici nella stampa 3D poiché, al momento dell'installazione, il materiale termoplastico subisce una fusione e una rifusione attorno all'inserto.
- Fissaggio a caldo: Prevede il riscaldamento dell'inserto con una pressa termica, che scioglie una piccola porzione della plastica circostante quando l'inserto viene premuto.
- Fissaggio ad ultrasuoni: Utilizza vibrazioni ad alta frequenza per generare calore e sciogliere la plastica attorno al foro. I due principali tipi di inserti zigrinati per fissaggio a caldo/ultrasuoni, diritti e conici, offrono flessibilità a seconda dell'applicazione.
- Esempi di applicazione: Elettrodomestici (punti di montaggio sicuri per maniglie, cerniere), automotive e aerospaziale (unire finiture e componenti in plastica), dispositivi medicali (punti di attacco sterili e puliti in alloggiamenti in plastica).
Inserti elicoidali (a spirale o filettati): Elementi di fissaggio a forma di spirale realizzati in acciaio inox o ottone. Sono utilizzati per rinforzare o riparare fori filettati in componenti in plastica che sono stati strappati o danneggiati.
- Esempi di applicazione: Riparazione di filettature danneggiate, prevenzione dell'usura della filettatura (per componenti assemblati e smontati frequentemente), miglioramento della capacità di carico (distribuendo la sollecitazione in modo più uniforme).
Inserti stampati (overmolded): Vengono utilizzati nel processo di stampa a iniezione, dove i perni vengono lavorati o inseriti nel nucleo dello stampo. Offrono prestazioni superiori, nonostante i costi iniziali più elevati rispetto ai processi di installazione post-stampa. Il loro design influisce significativamente sulla resistenza all'estrazione e sulla coppia, in particolare la lunghezza e il diametro. Le zigrinature elicoidali sono spesso preferibili per massimizzare la resistenza alla torsione per un determinato diametro.
- Esempi di applicazione: Fissaggio dei componenti negli assemblaggi in plastica (elettronica di consumo, interni automobilistici), miglioramento della resistenza meccanica e della durata (aerospaziale, automobilistico, dispositivi medici), fornire conduttività elettrica e termica (elettronica, telecomunicazioni).
Caratteristiche dei Rivetti per il Settore Automotive
I rivetti a strappo e gli inserti filettati sono componenti chiave nel settore automotive. I rivetti filettati, o inserti filettati, sono molto utili quando è necessario lavorare con superfici di spessore molto ridotto e collocate in una posizione di difficile accesso. Oltre ai più noti rivetti filettati in alluminio, esistono anche varianti in acciaio o acciaio inox, a testa piana, svasata o ridotta. Per applicarlo, non serve neppure la svasatura dei fori e, una volta applicati, la sporgenza della testa dei rivetti filettati è minima. I rivetti filettati inox o di altro materiale sono anche un ottimo elemento di fissaggio per le porte scorrevoli.
Esempi di applicazione dei rivetti nei veicoli includono: portiere, altoparlanti, telaio, cerniere delle portiere, radiatore, sistemi di scarico, sedili, colonna sterzo, passaruota, specchietti retrovisori, portatarga, baule portaoggetti, barre longitudinali portapacchi, allestimenti dei rimorchi, camion e furgoni, carrelli appendice.

A livello costruttivo, le caratteristiche specifiche richieste per i rivetti a strappo o inserti filettati per il settore automotive sono molteplici, e solitamente esulano dai prodotti tenuti a catalogo standard. Che si tratti di rivetti strutturali, rivetti inox, rivetti ciechi o altro, sono comunque componenti che vanno applicati su mezzi sottoposti a infinite sollecitazioni: velocità, vibrazioni, condizioni atmosferiche e le infinite variabili cui siamo esposti quando siamo alla guida. È per questo che vengono spesso richiesti trattamenti superficiali particolari, o dimensionamento dei rivetti ad hoc o caratteristiche meccaniche personalizzate.
Trattamenti protettivi comuni:
- Zinco Nickel
- Zinco Nickel nero
- Geomet
- Dacromet
- Delta Seal
- Nerinox
- Anodizzazione
- Ramatura
I rivetti strutturali sono quelli maggiormente richiesti nel settore, per via delle maggiori prestazioni meccaniche.
- Rivetto Sarilock: Garantisce elevatissime resistenze al taglio grazie al chiodo a doppio diametro, da poter essere applicato sullo sterzo delle auto. Si tratta di un rivetto in acciaio, con il chiodo rullato a doppio diametro, fornito con diametro 6.4, e lunghezza da 12 a 18, più eventuali personalizzazioni.
- Rivetto Saribolt: Grazie alla resistenza alla vibrazione e alle elevate proprietà meccaniche, viene applicato come elemento di fissaggio sul telaio. Fornito in versione a testa tonda o svasata, sia in acciaio zincato che in acciaio inox. Il diametro va dal 4.8 al 6.4.
- Rivetto Saribulb: In Acciaio Inox, viene impiegato nella produzione delle marmitte avendo come valore aggiunto un’alta durabilità alla corrosione dai gas di scarico. Il Saribulb è un rivetto che può essere fornito sia in acciaio inox che in acciaio zincato, con diametro dal 4.0 al 6.4.
Considerazioni Fondamentali nella Scelta degli Inserti
La scelta dell'inserto giusto dipende da molteplici fattori, tra cui il materiale plastico, il materiale dell'inserto, il processo di installazione e i requisiti di prestazione.
Materiali dell'inserto e della plastica: Gli inserti per fissaggio a caldo e ad ultrasuoni funzionano solo con materiali termoplastici (ad es. PMMA/acrilico, PC, ABS, PP, PEEK). Il materiale più comune per gli inserti filettati è l'ottone. Tuttavia, le alternative senza piombo come l'acciaio inox o l'alluminio stanno diventando sempre più comuni a causa dei crescenti requisiti di sostenibilità. I materiali termoindurenti offrono diversi vantaggi quando si scelgono opzioni in plastica per gli inserti.
Resistenza e Durata: I fattori chiave di resistenza degli inserti sono la resistenza all'estrazione dalla parte (forza di estrazione) e alla torsione interna quando il dispositivo di fissaggio accoppiato viene serrato (forza di torsione). A seconda dell'applicazione, è fondamentale considerare sia il materiale plastico che quello dell'inserto. Per via della complessità di progettazione dei componenti e dell'ampia varietà di opzioni, può essere difficile calcolare le esatte forze di estrazione e coppia per un'applicazione specifica, rendendo necessari dei test. È necessario uno riempimento più elevato attorno al punto in cui verrà impiegato un inserto filettato per garantire una resistenza adeguata.
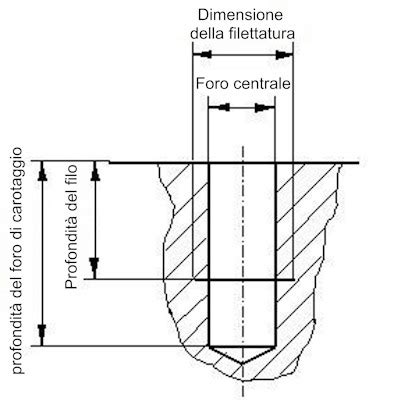
Dimensionamento: I produttori forniscono inserti di diversa lunghezza; occorre quindi assicurarsi di annotare la lunghezza installata. Come regola generale, gli inserti autofilettanti devono essere inseriti in un foro con una profondità minima di 1,2 volte la lunghezza dell'inserto. Il diametro del corpo (o spessore della parete) si riferisce alla sezione rialzata attorno al foro in cui verrà installato l'inserto. Questa dimensione è cruciale per evitare rigonfiamenti durante l'installazione. La dimensione del filetto si riferisce alla filettatura interna dell'inserto, che determina quale vite di montaggio verrà utilizzata. Sono disponibili le misure metriche, UNC (Unified National Coarse) e UNF (Unified National Fine).
Zigrinature: Le zigrinature sono essenziali per migliorare la resistenza alla torsione in varie applicazioni e sono comuni sugli inserti filettati, a pressione e termofissati. Le zigrinature diritte sono generalmente preferibili rispetto a quelle diamantate grazie al loro design superiore. Zigrinature più grossolane, pur aumentando la resistenza alla torsione, inducono una maggiore sollecitazione sui materiali plastici. La circonferenza dell'inserto è un fattore chiave nel determinare il passo della zigrinatura, il che impone limitazioni pratiche alla progettazione delle zigrinature. Le zigrinature elicoidali, a differenza di quelle diritte, offrono diversi vantaggi.
Costo totale: Poiché gli inserti filettati possono essere modellati all'inizio o pressati successivamente nella parte, il costo totale dell'operazione va considerato. Ciò include tempi e costi di stampa, gestione dei componenti e assemblaggio.
Standard di Qualità e Innovazione nell'Automotive
Per uniformare gli standard richiesti ai fornitori del settore, è in vigore un sistema di qualità internazionale - IATF 16949:2016 - che prevede tutta una serie di standard a cui i fornitori del settore automotive si devono adeguare. L'implementazione della filosofia di Industria 4.0 nella filiera permette inoltre una tracciabilità completa su tutti i rivetti e inserti prodotti, un valore aggiunto cruciale per l'affidabilità e la sicurezza.
Nel campo dell’ingegneria automobilistica, la ricerca continua ha portato allo sviluppo di nuove tecnologie e materiali, ad esempio l’impiego di materiali compositi come la fibra di carbonio. Soluzioni come il sistema per incollaggio MASTER-PLATE® sono risposte sicure, affidabili e versatili per il fissaggio su qualsiasi materiale composito, fibra di carbonio compresa. Il rivetto tubolare filettato a deformazione DEFORM-TI® in lega di titanio unisce la leggerezza a un’elevata resistenza a trazione, taglio e corrosione. L’inserto a deformazione autobloccante DEFORM-NUT® è brevettato per garantire un fissaggio resistente alle vibrazioni. Queste innovazioni rendono i veicoli sempre più sicuri e all'avanguardia dal punto di vista del design.
Utensili Specifici per il Settore Automotive
La manutenzione delle auto richiede l'uso di utensili specifici che rispettino determinati standard, al fine di garantire un lavoro corretto e sicuro. L'utilizzo di un utensile sbagliato può portare a conseguenze spiacevoli. Inoltre, lavori speciali richiedono un utensile preciso per essere eseguiti secondo le specifiche del produttore.
Avvitatori a impulsi: Consentono di allentare in modo sicuro le viti bloccate, garantendo un allentamento rapido e affidabile. Modelli come il 9012TT, con il suo innovativo motore Twin Turbo, offrono elevata potenza e maneggevolezza. Il 9012ATT, con la sua testa girevole compatta, permette il montaggio e smontaggio in spazi ristretti, unendo la potenza di un avvitatore a impulsi alla praticità di un cricchetto. Questi dispositivi sono appositamente sviluppati per una durata eccezionale, e tecnologie come il motore Twin Turbo dimostrano l'impegno costante nella ricerca e sviluppo per prestazioni impeccabili e longevità massimizzata.
Chiavi dinamometriche: Essenziali per il corretto assemblaggio di componenti con viti e dadi, garantendo il mantenimento delle corrette coppie di serraggio.
Tester per batterie: Estremamente utili per il monitoraggio della batteria, che è una delle cause più frequenti di guasto del veicolo. Consentono di testare la carica della batteria, un controllo fondamentale durante le operazioni di ispezione e manutenzione.
Set di bussole: Articoli di qualità superiore, sviluppati con precisione, con un profilo che fa sì che viti e dadi aderiscano alla superficie e non ai bordi. Possono sopportare carichi elevati.
Set di chiavi a percussione: Un'altra categoria importante di utensili per il settore automotive, prodotti con elevati standard di qualità.
Tappetini da lavoro: Offrono protezione alle ginocchia durante il lavoro, sono facilmente trasportabili e lavabili.
Carrelli portautensili: Essenziali per la mobilità e l'organizzazione in officina, consentendo ai professionisti di avere i propri attrezzi a portata di mano in qualsiasi luogo.
tags: #inserti #per #automotive