Il serraggio dei bulloni della testata di un motore è un'operazione di precisione che trascende la semplice applicazione di forza, rappresentando un pilastro fondamentale per l'integrità, l'efficienza e la durata di qualsiasi propulsore. L'assemblaggio della testata al blocco motore crea una giunzione vitale che deve resistere a elevate pressioni, temperature estreme e continue sollecitazioni meccaniche. Una procedura di serraggio errata può portare a conseguenze disastrose, dalla deformazione della guarnizione a perdite di compressione, mescolamento di fluidi, surriscaldamento e, in ultima analisi, gravi danni al motore. Comprendere le specifiche tecniche, le sequenze e i metodi corretti è, pertanto, imprescindibile per qualsiasi intervento su questo componente critico.
Procedure Dettagliate di Serraggio per Motori Specifici
La varietà dei motori richiede un approccio altrettanto variegato alle tecniche di serraggio, con alcune unità che presentano procedure molto specifiche che si discostano dal semplice raggiungimento di un valore di coppia fisso. Queste specificità sono frutto di decenni di ingegneria e ottimizzazione dei materiali.
Motori FL 712: L'Arte del Serraggio Angolare
Per i motori FL 712, il metodo di serraggio dei bulloni si basa sulla verifica dell'angolo di chiusura, una tecnica che mira a garantire un precarico del bullone più consistente e meno influenzato dall'attrito delle filettature o sotto la testa del bullone. Questo approccio riconosce che la coppia di serraggio può essere viziata da vari fattori di attrito, mentre l'angolo di rotazione misura direttamente l'allungamento del bullone, che è proporzionale al precarico.
L'ordine dell'operazione per questi propulsori inizia con un serraggio a mano, eseguito mediante una chiave a tubo, senza l'ausilio di un girachiave, per portare i bulloni a battuta senza applicare alcuna forza significativa. Questo passaggio iniziale è cruciale per assicurare che i bulloni siano posizionati correttamente e che le superfici a contatto siano allineate. Successivamente, si procede a un serraggio senza forza, utilizzando un girachiave, per eliminare qualsiasi gioco residuo e portare i bulloni a un contatto uniforme ma non ancora precaricato.
Il serraggio vero e proprio, che introduce il precarico necessario, avviene con un girachiave adeguato, suddiviso in tre riprese angolari. La prima ripresa prevede una rotazione di 45°, seguita da una seconda ripresa di 60° e infine una terza ripresa anch'essa di 60°. Il totale accumulato di queste riprese angolari ammonta a 165° dopo il primo serraggio a mano. È fondamentale che i bulloni siano spalmati di olio prima del montaggio. L'applicazione di olio sui filetti e sotto la testa del bullone riduce significativamente l'attrito durante il serraggio. Questa riduzione dell'attrito garantisce che una maggiore percentuale della forza applicata si traduca in tensione del bullone (precarico), piuttosto che dissiparsi in attrito, rendendo il serraggio angolare ancora più preciso e affidabile. L'olio aiuta anche a prevenire l'usura precoce delle filettature e facilita un successivo smontaggio.

Motori P e L (Sirenetta, Delfino, Aurora e Altri): Una Sequenza di Coppia Diversificata
Alcuni motori, come i P e L, con alesaggi di 98 e 105 mm, installati su una vasta gamma di veicoli e macchine agricole quali Sirenetta, Delfino, Aurora, Falcon, Minitauro60, Corsaro, Saturno, Leopard85, Panther, Panther90, Drago, Tiger100, Drago120, Buffalo120 e Buffalo130, richiedono un ordine di serraggio e coppie di serraggio specifiche che variano a seconda della posizione del bullone sulla testata. Questo indica una progettazione che distribuisce il carico in modo non uniforme o che tiene conto di zone con differenti sollecitazioni strutturali o termiche.
Per questi motori, l'ordine di serraggio delle coppie deve seguire uno schema preciso: i bulloni identificati con la sigla 'E' devono essere serrati a una coppia di 6,2 kgm; i bulloni 'C' e 'D' richiedono una coppia di 8 kgm; mentre i bulloni 'A' e 'B' necessitano di una coppia maggiore, pari a 10 kgm. Questa differenziazione nella coppia applicata a bulloni diversi della stessa testata sottolinea l'ingegneria sofisticata dietro la distribuzione delle forze e la gestione delle deformazioni. Garantisce che ogni parte della testata sia vincolata al blocco motore con la forza ottimale per la sua posizione specifica, contribuendo a un accoppiamento perfetto e duraturo. L'identificazione precisa dei bulloni (A, B, C, D, E) è cruciale e deve essere ricercata nello schema di serraggio fornito dal manuale tecnico del motore.
Motori 770-780-880, 990-995/6, 1200-1210-1212: Serraggio in Tre Fasi
Per i modelli di motori come i 770-780-880, 990-995/6, 1200-1210-1212, il serraggio dei bulloni della testa è specificato in 3 fasi. Sebbene il dato fornito non indichi i valori di coppia o gli angoli specifici per ciascuna fase, la menzione di un processo in più fasi è indicativa di un approccio metodico al precarico dei bulloni. Il serraggio multifase permette di distribuire gradualmente la tensione sui bulloni e sulla guarnizione, evitando stress concentrati e favorendo l'assestamento della guarnizione stessa. Questo metodo è particolarmente efficace per prevenire deformazioni e per assicurare una compressione uniforme sulla superficie di contatto. Senza i valori precisi, è imperativo consultare il manuale tecnico di riferimento per questi specifici motori per ottenere i dettagli esatti di coppia o angolo per ciascuna delle tre fasi, garantendo così la corretta applicazione delle specifiche del costruttore.
Coppie di Serraggio Specifiche per Diverse Serie di Motori
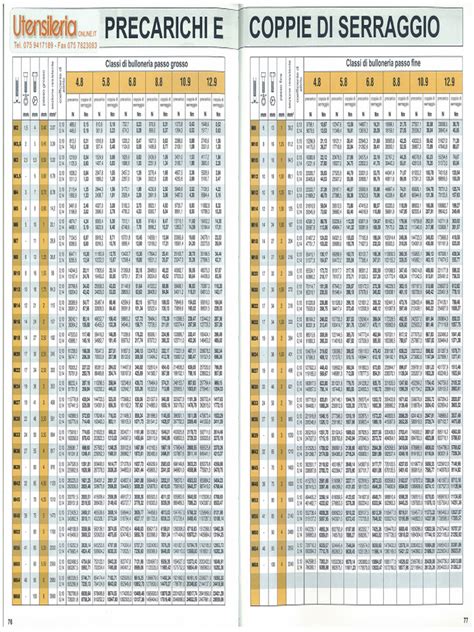
Al di là delle procedure angolari o delle sequenze differenziate, molti motori richiedono l'applicazione di una coppia di serraggio fissa, misurata in chilogrammetri (kgm) o Newton-metri (Nm), utilizzando una chiave dinamometrica calibrata. Questi valori sono stati determinati dai produttori attraverso rigorosi test di laboratorio e sul campo per ottimizzare la tenuta della guarnizione e la stabilità strutturale della testata.
Serie 355C-455C-505C-605C: Un Valore Consolidato
Per i motori identificati con le sigle 355C-455C-505C-605C, la coppia di serraggio delle testate è stata fissata a 15 kgm. Questo valore è comune a diversi modelli all'interno di questa serie, indicando una standardizzazione delle specifiche di serraggio per garantire un accoppiamento robusto e affidabile per queste unità propulsive. L'applicazione di questa coppia deve essere uniforme su tutti i bulloni della testata e seguendo la sequenza di serraggio raccomandata, tipicamente a spirale dal centro verso l'esterno.
Motori 300/350/350S: Precisione per la Serie 8025
Anche per i motori della serie 8025, specificatamente i 8025.02.000-001-004, che equipaggiano i modelli 300/350/350S, la coppia di serraggio è di 15 kgm. Questa equivalenza con i motori della serie C suggerisce che, nonostante le differenze nelle denominazioni, i requisiti di fissaggio della testata possano condividere similitudini fondamentali, probabilmente dovute a geometrie simili della testata o a materiali con caratteristiche meccaniche paragonabili. La consistenza di questo valore tra diverse serie enfatizza l'importanza di attenersi pedissequamente alla specifica.
Motore 850: Una Coppia Superiore per il CO3
Il motore 850, identificato come CO3, richiede una coppia di serraggio più elevata per la testata, pari a 23 kgm. Un valore così significativamente più alto rispetto alle serie precedenti può essere indicativo di una maggiore potenza specifica, di un rapporto di compressione più elevato o di dimensioni maggiori del motore, che generano forze interne superiori e richiedono un fissaggio più robusto della testata per prevenire il sollevamento o la deformazione sotto carico.
Motore 1300: Il Picco della Forza con il CP3
Salendo ancora in termini di requisiti di forza, il motore 1300, noto come CP3, presenta la coppia di serraggio più elevata tra quelli elencati, con un valore di 23,5 kgm. Questo incremento marginale rispetto al motore 850, ma comunque superiore, rafforza l'idea che l'ingegneria del motore e le sue prestazioni determinino direttamente la forza necessaria per mantenere la testata sigillata e in posizione. Motori di cilindrata o potenza maggiore tendono a richiedere coppie di serraggio più elevate per gestire le forze di combustione e le pressioni massime all'interno dei cilindri.
Serie Puledro-250-360-480: Doppia Coppia per Massima Solidità
Per i modelli Puledro-250-360-480, equipaggiati con motori delle serie 1152-1153-1154, le specifiche di serraggio sono duplici e molto precise. La coppia di serraggio per le testate è di 12 kgm. Tuttavia, per i bulloni che fissano i cilindri al basamento, è richiesta una coppia notevolmente superiore, pari a 20 kgm. Questa distinzione è fondamentale: mentre la testata sigilla la camera di combustione superiore, il fissaggio dei cilindri al basamento assicura l'integrità strutturale dell'intero gruppo cilindri. Il valore più elevato per i bulloni del basamento riflette la necessità di resistere a forze di trazione e compressione molto intense che attraversano il blocco motore durante ogni ciclo di combustione. Ignorare queste specifiche separate potrebbe compromettere sia la tenuta della testata che la stabilità del gruppo cilindri.
Motori a V (SamettoV, Italia, Atlanta, Centauro, Leone): Una Coppia Leggermente Inferiore
Infine, per i motori a V, come i 952V, 954V e 1004V, che equipaggiano veicoli quali SamettoV, Italia, Atlanta, Centauro e Leone, la coppia di serraggio delle testate è di 9 kgm. Questo valore, più basso rispetto ad alcuni altri motori, potrebbe essere correlato alla specifica progettazione dei motori a V, alla dimensione dei bulloni utilizzati, ai materiali della testata e del blocco, o alle potenze e pressioni interne che questi motori sono progettati per gestire. La configurazione a V, con le sue testate inclinate, potrebbe anche influenzare la distribuzione delle forze e di conseguenza la coppia di serraggio ottimale richiesta.
Motori con Dati di Serraggio Non Specificati e la Necessità dei Manuali Tecnici
Nel panorama dei motori, esistono numerosi modelli per i quali i dati di serraggio specifici non sono universalmente standardizzati o immediatamente disponibili senza la consultazione di fonti primarie. Ad esempio, per la serie 215R e le sue derivate (DT, Montagna, Frutteto), equipaggiate con il motore 614.010, così come per il Fiat 25 C-CS-CI Diesel con motore 605.000, e i motori CO2 alesaggio 108 installati sui modelli 513R e 615R, le informazioni fornite non includono direttamente i valori di coppia o le procedure di serraggio.
In questi casi, e per qualsiasi altro motore per il quale le specifiche non siano esplicitamente indicate, la risorsa più autorevole e indispensabile è il manuale di officina o il manuale di riparazione fornito dal costruttore. Questi documenti contengono dati precisi non solo sulla coppia o l'angolo di serraggio, ma anche sulla sequenza esatta, sulla necessità di lubrificare i bulloni, sull'eventuale riutilizzo dei bulloni (alcuni sono "torque-to-yield" e non riutilizzabili) e sui protocolli per il riserraggio dopo un certo periodo di funzionamento, se previsto.
Come leggere la scala della chiave dinanomettica, da MicheleExpert Cropalati-Calabria
Riferimenti per Nissan Cabstar e Motori Specifici Moderni
Considerando la menzione del Nissan Cabstar nel titolo, è fondamentale sottolineare che le procedure e le coppie di serraggio per questi veicoli devono essere ricercate esclusivamente nel manuale di servizio ufficiale Nissan specifico per il modello e l'anno di produzione del Cabstar in questione. I dati forniti in questo articolo si riferiscono a una varietà di altri motori e non sono applicabili al Cabstar. Ogni motore moderno, inclusi quelli del Cabstar, ha specifiche uniche che tengono conto della tecnologia del motore (ad esempio, common rail, turbocompressore), dei materiali utilizzati e delle tolleranze di produzione. L'uso di valori errati può compromettere gravemente la tenuta della testata e la funzionalità del motore.
Principi Universali del Serraggio della Testata: L'Ingegneria Dietro Ogni Giro di Chiave
Al di là delle singole specifiche, esistono principi ingegneristici universali che governano il serraggio della testata e che spiegano la ragione di tali procedure precise.
La Crucialità della Sequenza di Serraggio: Prevenire le Deformazioni
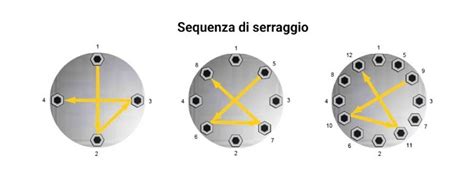
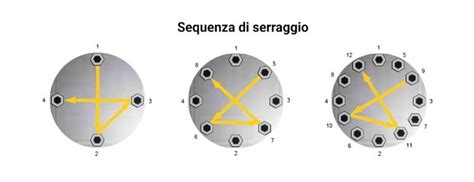
Come punto di partenza fondamentale, è essenziale valutare l'importanza della corretta sequenza con cui si vanno a serrare le viti. La regola generale, ampiamente applicabile e confermata dall'ingegneria, prevede che si parta serrando per prime le due viti centrali della testata, per poi proseguire a croce, alternando destra e sinistra, e procedendo gradualmente verso l'esterno. Questa procedura è di vitale importanza perché permette di scaricare le eventuali deformazioni o imperfezioni, sia della guarnizione della testata motore che della testata stessa, verso l'esterno. In altre parole, la forza di compressione si espande uniformemente dalla zona più critica (il centro, dove le pressioni e le temperature sono massime) verso le periferie meno sollecitate. Se si facesse al contrario, serrando dall'esterno verso il centro, si finirebbe per "intrappolare" le deformazioni o le "pieghe" della guarnizione nelle aree interne, con la conseguenza che la testata non risulterebbe schiacciata uniformemente. Questo porterebbe inevitabilmente a punti di eccessiva pressione e punti di insufficiente compressione, compromettendo la sigillatura e la durabilità della guarnizione.
L'Importanza della Coppia di Serraggio: Garantire il Parallelismo e la Tenuta
Un altro aspetto ineludibile da considerare sono le coppie di serraggio. In generale, su ogni giunzione bullonata, che si tratti della testata del motore o di un accoppiamento flangiato, precaricare le viti o i bulloni allo stesso valore significa garantire il parallelismo tra le due parti meccaniche. La coppia applicata a un bullone non è altro che la forza con cui quel bullone viene allungato (precaricato), creando una forza di serraggio che unisce saldamente i componenti. Se questa forza non è distribuita in modo uniforme su tutti i punti di fissaggio, le due facce accoppiate (ad esempio, testata e blocco motore) non saranno perfettamente parallele. Questo disallineamento, anche minimo, porta quasi certamente a perdite al 100%, sia di liquidi (olio, refrigerante) che di gas (pressione di combustione). La guarnizione, progettata per lavorare sotto una compressione uniforme, fallirebbe nel suo intento, con conseguenze immediate sul funzionamento del motore. La precisione nella coppia assicura che ogni bullone contribuisca in modo uguale a creare un'interfaccia sigillata e strutturalmente solida.
La Preparazione dei Bulloni e delle Superfici: Fondamenta della Affidabilità
Prima di qualsiasi operazione di serraggio, è fondamentale che i bulloni e le loro sedi siano impeccabilmente puliti. Residuati di vecchio olio, ruggine, sporco o frammenti metallici nelle filettature possono alterare drasticamente il coefficiente di attrito, rendendo inaffidabili le letture della chiave dinamometrica o l'applicazione del metodo angolare. Un attrito eccessivo può portare a un serraggio che, pur raggiungendo la coppia nominale, non ha allungato il bullone a sufficienza, risultando in un precarico insufficiente. Viceversa, un attrito troppo basso (se non previsto dal manuale con lubrificazione specifica) può portare a un serraggio eccessivo e al rischio di snervamento del bullone.La lubrificazione dei bulloni, come specificato per i motori FL 712 e spesso raccomandata per altri, non è un dettaglio trascurabile. Spalmare olio (o altri lubrificanti specifici come raccomandato dal produttore) sui filetti del bullone e sotto la testa ne riduce l'attrito durante il serraggio. Questa riduzione dell'attrito è cruciale perché permette che una maggiore percentuale della coppia applicata si traduca in forza di allungamento del bullone, migliorando la precisione del precarico. Per i serraggi angolari, l'olio è ancora più critico, poiché assicura che la rotazione del bullone sia direttamente correlata al suo allungamento, senza interferenze significative dovute all'attrito. Superfici di contatto pulite e prive di sbavature o residui sono altrettanto importanti per garantire che la guarnizione si assesti correttamente e che la testata si appoggi in modo uniforme.

Strumenti Essenziali per un Serraggio Corretto: Chiave Dinamometrica e Goniometro Angolare
L'accuratezza del serraggio dipende intimamente dalla qualità e dalla corretta calibrazione degli strumenti utilizzati. Una chiave dinamometrica è indispensabile per applicare con precisione la coppia di serraggio desiderata. Esistono diverse tipologie (a scatto, a barra, digitale), ma tutte devono essere periodicamente verificate e calibrate per garantirne l'affidabilità. L'utilizzo di una chiave dinamometrica non calibrata o danneggiata può portare a un serraggio errato, con tutte le conseguenze negative del caso.Per i metodi di serraggio angolare, un goniometro angolare o un adattatore angolare per chiave dinamometrica è altrettanto cruciale. Questo strumento consente di misurare con precisione la rotazione angolare del bullone dopo il pre-serraggio iniziale. Senza di esso, l'applicazione degli angoli specificati sarebbe un'operazione approssimativa e inaffidabile, vanificando i vantaggi del metodo angolare. L'investimento in strumenti di qualità e la loro corretta manutenzione sono precondizioni per un lavoro a regola d'arte.
Conseguenze di un Serraggio Inappropriato: Un Costo Elevato
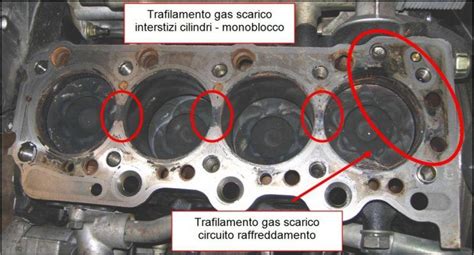
Le implicazioni di un serraggio non conforme alle specifiche sono vaste e costose.Un serraggio insufficiente impedisce alla guarnizione della testata di comprimersi adeguatamente, creando percorsi per la fuga di fluidi o gas. Ciò può manifestarsi come perdite esterne di olio o liquido refrigerante, o, peggio, come perdite interne, con l'olio che si mescola al liquido refrigerante (formando una "maionese" nel vaso di espansione) o la pressione di combustione che entra nel circuito di raffreddamento (causando bolle d'aria e surriscaldamento). La perdita di compressione in uno o più cilindri è un'altra conseguenza diretta, che porta a una drastica diminuzione delle prestazioni del motore e a un aumento dei consumi.Un serraggio eccessivo, d'altra parte, può snervare o addirittura spezzare i bulloni della testata. I bulloni snervati perdono la loro capacità di mantenere il precarico e possono cedere sotto le sollecitazioni del motore. L'eccessiva forza può anche deformare la testata stessa o il blocco motore, causando danni permanenti che richiedono la sostituzione di componenti costosi. Inoltre, un serraggio eccessivo o non uniforme può danneggiare la guarnizione per compressione eccessiva in alcune aree, mentre altre rimangono sottoserrate.Entrambi gli scenari, insufficiente o eccessivo, compromettono l'affidabilità e la durata del motore, spesso culminando in guasti maggiori che richiedono riparazioni complesse e dispendiose. La guarnizione della testata, se danneggiata, è una delle riparazioni più comuni ma anche più onerose.
Consigli Pratici e Riferimenti Generali
La complessità e la diversità delle specifiche di serraggio per i bulloni della testata motore sottolineano un principio fondamentale: l'importanza di attenersi sempre alle indicazioni precise fornite dal costruttore per ogni specifico modello di motore. Le informazioni dettagliate qui presentate per i motori FL 712, P e L, le serie 355C, 300, 850, 1300, Puledro e i motori a V, così come le serie 770 e altre, sono esempi lampanti di come ogni unità propulsiva richieda un approccio su misura.
Per i motori menzionati per i quali non sono stati forniti dati specifici di serraggio, come il 215R (e derivate DT, Montagna, Frutteto) con motore 614.010, il Fiat 25 C-CS-CI Diesel con motore 605.000, o i 513R - 615R con motore CO2 alesaggio 108, è imprescindibile consultare il manuale di officina del veicolo o del motore. Questo vale anche e soprattutto per il Nissan Cabstar, la cui menzione nel titolo dell'articolo ribadisce la necessità di ricerche mirate sul modello specifico, dato che i dati qui esposti coprono una casistica ampia ma non universale. I manuali di servizio non solo elencano le coppie o gli angoli, ma anche la sequenza di serraggio (spesso illustrata con schemi grafici), l'eventuale necessità di lubrificare i bulloni, se i bulloni sono riutilizzabili o monouso (stretch-to-yield bolts) e le procedure per i serraggi successivi o di controllo, se previsti.
Un lavoro meticoloso sulla testata richiede pazienza, precisione e l'utilizzo di attrezzature calibrate. Ogni fase del processo, dalla pulizia accurata delle superfici e delle filettature, alla lubrificazione dei bulloni quando richiesto, all'applicazione del serraggio in fasi o angolare, fino alla verifica finale, contribuisce in modo significativo alla longevità e all'affidabilità del motore. Trascurare anche un solo di questi passaggi può avere ripercussioni a catena, trasformando un risparmio di tempo apparente in una costosa riparazione futura.