Introduzione al Processo di Stampaggio a Iniezione e al Suo Ruolo nell'Automotive
La progettazione di parti in plastica è un’attività complessa in cui entrano in gioco numerosi fattori, a seconda dei requisiti delle diverse applicazioni. La domanda fondamentale è: “Come verrà utilizzata la parte?” e come si integra con le altre parti dell’assieme?” e “A quali carichi verrà sottoposta durante l’utilizzo?”. Nella progettazione di una parte in plastica stampata a iniezione, oltre ai problemi di natura funzionale e strutturale, rivestono un ruolo importante i problemi legati al processo. Il modo in cui la plastica fusa entra nella cavità, la riempie e si raffredda al suo interno per formare la parte, determina la forma che devono assumere i dettagli. Seguendo alcune regole di base sulla progettazione di parti stampate a iniezione, si riuscirà a realizzare una parte che, oltre ad essere più facile da produrre e assemblare, in genere sarà molto più durevole.
Lo stampaggio a iniezione in plastica è il processo preferibile per la produzione di parti in plastica. È ideale per la produzione di elevati volumi di parti in plastica, in quanto in ogni ciclo possono essere prodotte diverse parti utilizzando gli stampi a iniezione multi-cavità. Alcuni vantaggi dello stampaggio a iniezione sono l’altissima precisione, la ripetibilità, la vasta gamma di materiali disponibili, il basso costo della manodopera, gli scarti minimi e la ridottissima esigenza di eseguire la finitura delle parti dopo lo stampaggio.
La tecnologia d’avanguardia come lo stampaggio della plastica si applica efficacemente all’automotive perché è in grado di rispondere alle complessità di un settore che negli ultimi anni ha vissuto una crescita nella produzione di componentistica industriale con la lavorazione di materie plastiche. Le materie plastiche sono utilizzate praticamente ovunque, dai mezzi di trasporto all’elettronica, dai macchinari industriali all’edilizia, e in numerosi altri settori. L’auto su cui viaggiamo, il computer con cui lavoriamo, le tubazioni che portano acqua e gas nelle nostre case… Tutto questo funziona grazie a componenti in plastica che necessitano di essere assemblate e fissate in modo adeguato per la nostra sicurezza, il nostro comfort e la loro efficienza.

Comprendere il Processo di Stampaggio a Iniezione
Lo stampaggio a iniezione è un metodo di produzione in cui la plastica fusa viene iniettata in una cavità dello stampo per formare una forma specifica. La struttura dello stampo e la parte prodotta influenzano significativamente il successo del processo. Per i progettisti di parti, comprendere questi elementi è essenziale per ottenere risultati ottimali. Ecco perché un'attenta considerazione del design è così critica nel processo di stampaggio ad iniezione.
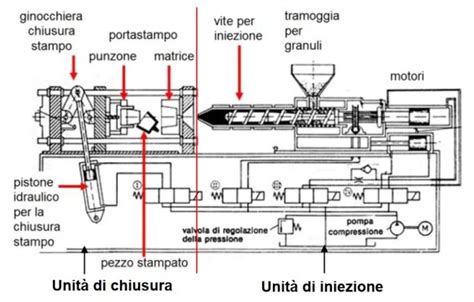
Con lo stampaggio a iniezione, la plastica granulare viene erogata per gravità da una tramoggia in un cilindro riscaldato. Man mano che i granuli vengono lentamente convogliati in avanti da uno stantuffo a vite, la plastica viene spinta in una camera riscaldata denominata comunemente cilindro o fusto, dove viene fusa. Mentre lo stantuffo avanza, la plastica fusa viene spinta attraverso un ugello fissato alla boccola della materozza dello stampo, consentendo in questo modo alla plastica fusa di entrare nella cavità attraverso un gate e un sistema di colata.
La sequenza di eventi durante lo stampaggio a iniezione di una parte in plastica viene denominata ciclo dello stampaggio a iniezione. Il ciclo inizia quando lo stampo si chiude, il che è seguito poi dall'iniezione del polimero nella cavità dello stampo. Una volta riempita la cavità, viene mantenuto un certo valore di pressione per compensare le variazioni volumetriche del materiale. Nella fase che segue, la vite ruota per far avanzare la stampata successiva verso la vite anteriore. Questo fa sì che, nel momento in cui si prepara la stampata successiva, la vite si ritragga.
Le macchine per lo stampaggio a iniezione, anche note come presse, sono costituite da una tramoggia, da un pistone di iniezione o stantuffo a vite e da un’unità di riscaldamento. Lo stampo è fissato al piano della macchina per lo stampaggio e la plastica è iniettata nello stampo attraverso il foro di colata. Le presse vengono classificate in base al tonnellaggio, ovvero il calcolo della forza di serraggio che la macchina è in grado di esercitare. Questa forza mantiene lo stampo chiuso durante il processo di iniezione. Il tonnellaggio può variare da meno di 5 tonnellate a 6000 tonnellate, anche se le presse di tonnellaggio più alto vengono utilizzate raramente. La forza di serraggio totale necessaria è determinata dall’area proiettata della parte personalizzata da ottenere per stampaggio. Questa superficie proiettata viene moltiplicata per una forza di serraggio da 2 a 8 tonnellate per ogni pollice quadrato delle aree di proiezione. Come regola generale, 4 o 5 tonnellate/pollice possono essere utilizzate per la maggior parte dei prodotti. Se il materiale plastico è molto rigido, richiederà una maggiore pressione di iniezione per riempire lo stampo, dunque in questo caso è necessario un tonnellaggio superiore per mantenere lo stampo chiuso.
Gli Stampi: Strumenti Essenziali per lo Stampaggio
Stampo o matrice sono termini che si riferiscono agli utensili utilizzati per produrre parti in plastica per stampaggio. Tradizionalmente, gli stampi per iniezione sono sempre stati molto costosi ed erano usati solo per le applicazioni produttive di volumi molto elevati dove si prevedeva la produzione di migliaia di parti. Generalmente gli stampi vengono realizzati in acciaio temprato, acciaio pretemprato, alluminio e/o in una lega di berillio-rame. La scelta del materiale per realizzare uno stampo è principalmente di natura economica.
Gli stampi in acciaio generalmente costano di più ma offrono una vita utile più lunga che consente di spalmare l’elevato costo iniziale su un maggior numero di parti prodotte prima che si usurino. Gli stampi in acciaio pretemprato sono meno resistenti all’usura e vengono utilizzati principalmente per bassi volumi di produzione o componenti più grandi. Solitamente la durezza dell’acciaio pretemprato corrisponde a 38 e 45 sulla scala Rockwell C. Gli stampi in acciaio temprato vengono sottoposti a un trattamento termico che ne migliora la resistenza all’usura e la durata utile.
Gli stampi in alluminio costano sostanzialmente meno di quelli in acciaio e, quando viene utilizzato alluminio di qualità superiore come l'alluminio di tipo aeronautico QC-7 e QC-10 insieme a moderne apparecchiature computerizzate, essi possono essere convenienti dal punto di vista economico per la realizzazione di centinaia di migliaia di parti. Gli stampi in alluminio offrono inoltre tempistiche molto ridotte e cicli più veloci grazie alla migliore dissipazione del calore. Inoltre, possono essere rivestiti per aumentarne la resistenza ai materiali rinforzati con fibra di vetro.
L'Importanza Cruciale della Progettazione per lo Stampaggio a Iniezione
La creazione di parti stampate a iniezione richiede un'attenta considerazione di numerose variabili che possono avere un impatto sulla funzionalità e sulla qualità del prodotto finale. Problemi comuni, come segni di ritiro, linee di flusso e deformazioni, sottolineano la necessità di comprendere a fondo i principi di progettazione efficaci. Questo articolo presenta la guida chiave alla progettazione dello stampaggio a iniezione per aiutarti a creare le migliori parti in plastica. Imparerai anche il controllo di processo, le strategie di creazione dello stampo e i suggerimenti per evitare le insidie più comuni.
Determina le complessità della produzioneDopo aver esaminato il design, i progettisti e gli ingegneri di prodotto possono prevedere potenziali complicazioni durante la produzione. Questa analisi dettagliata aiuta a ridurre le incertezze prima che inizi la produzione. Inoltre, la comprensione di queste complessità chiarisce la forma e la struttura dello stampo, assicurando la creazione degli utensili giusti per i prodotti desiderati.
Garantisce la fattibilità della produzioneNella fase iniziale della produzione di parti in plastica, può essere incerto se una parte sia adatta alla produzione. Tuttavia, una progettazione adeguata aiuta a determinare la fattibilità del processo fin dall'inizio. Ciò consente ai produttori di identificare potenziali sfide, come parti che rimangono incastrate negli stampi, e in definitiva consente di risparmiare tempo e costi, garantendo che il prodotto sia conveniente e prodotto in modo più efficiente.
Previene il guasto delle partiUn processo di progettazione inadeguato può compromettere la funzionalità e l'aspetto delle parti stampate a iniezione. Tali parti potrebbero non funzionare come previsto a causa di difetti di stampaggio o altri problemi meccanici. Seguire una guida completa aiuterà a selezionare i parametri di stampaggio appropriati e a prevenire problemi critici che potrebbero portare a guasti delle parti.
Linee Guida Fondamentali per la Progettazione di Parti in Plastica
Lo stampaggio a iniezione è un processo complesso che richiede precise considerazioni di progettazione per garantire una produzione di successo. Errori di progettazione possono portare a ritardi significativi e costi maggiori una volta che il processo è in corso. Per evitare questi problemi, è fondamentale attenersi alle linee guida appropriate. Ecco alcuni fattori chiave da considerare quando si progettano parti per lo stampaggio a iniezione.
Spessore della Parete: Uniformità e Transizioni
Lo spessore della parete può influenzare diverse caratteristiche chiave di un componente, tra cui le sue prestazioni, l'estetica e il costo. Pertanto, dovresti determinare lo spessore nominale della parete in base ai requisiti di prestazioni funzionali. Dovresti considerare lo stress ammissibile e la durata prevista della parte stampata per stabilire lo spessore minimo della parete.
La regola pratica è quella di utilizzare uno spessore di parete uniforme in tutte le parti stampate a iniezione. In generale, è ideale mantenere lo spessore della parete tra 1.2 mm e 3 mm. Pareti eccessivamente sottili richiederanno un'elevata pressione plastica e causeranno intrappolamenti d'aria. D’altro canto, pareti eccessivamente spesse comporteranno maggiori spese a causa dei tempi di ciclo più lunghi e del maggiore utilizzo di materiale.
Quando la sostanza fusa fluisce nello stampo per iniezione, le sezioni spesse non si raffreddano con la stessa velocità del resto della parte, poiché il materiale più spesso viene isolato dalla superficie esterna della plastica a raffreddamento più veloce. Quando si raffredda la parte interna, si restringe con una velocità diversa rispetto alla pelle esterna già raffreddata. Questa differenza nella velocità di raffreddamento causa una ritrazione verso l’interno che determina un segno di risucchio sulla superficie esterna della parte, o peggio ancora, la deforma completamente. Oltre ad essere visivamente poco attraente, il segno di risucchio rappresenta una sollecitazione aggiuntiva nella parte.
Pertanto, è necessario provare a progettare parti con pareti completamente uniformi. Quando non sono possibili pareti uniformi, la modifica dello spessore deve essere quanto più graduale possibile. Le variazioni dello spessore delle pareti non devono superare il 10% nelle plastiche ad alto restringimento. Le transizioni di spessore devono essere graduali, nell'ordine da 3 a 1. Le sezioni spesse richiedono un tempo di raffreddamento maggiore rispetto a quelle sottili. Durante il processo di raffreddamento, se le pareti presentano spessore non costante, le pareti più sottili si raffreddano prima mentre le pareti spesse sono ancora in fase di solidificazione. A mano a mano che la sezione spessa si raffredda, questa si ritira intorno alla sezione più sottile già solida. Ciò causa la deformazione, la distorsione o la fessurazione in corrispondenza dei punti di incontro delle due sezioni.
Lo spessore della parete di una parte stampata per iniezione è in genere compreso tra 2 mm e 4 mm (0,080" - 0,160"). Lo stampaggio a iniezione delle pareti è in grado di realizzare pareti con uno spessore pari a 0,5 mm (0,020").
Linea di Separazione: Posizionamento Strategico
La linea di separazione è dove le due metà dello stampo si incontrano per produrre il prodotto finale. Qualsiasi disallineamento o disallineamento può causare difetti di sbavatura sulla parte stampata. Per ridurre al minimo questi difetti, è fondamentale creare una linea di separazione semplice e dritta. Una linea di separazione lineare è più facile da realizzare, richiede meno manutenzione e può dare come risultato una migliore finitura complessiva.
Quando si progetta la linea di separazione, è generalmente meglio posizionarla su bordi affilati piuttosto che su superfici raccordate. Ciò riduce la necessità di uno stampo con tolleranze strette, il che può aiutare a controllare i costi di produzione. È anche importante considerare l'impatto visivo della linea di separazione sul prodotto finale. La linea dovrebbe essere posizionata in modo da ridurre al minimo la visibilità ed evitare di attraversare superfici o caratteristiche critiche come testo o loghi, assicurando che il prodotto finale soddisfi gli standard estetici e migliori la qualità complessiva del processo.
Angolo di Sformo: Facilitare l'Estrazione
Gli angoli di sformo sulle superfici delle parti stampate a iniezione consentono una facile rimozione dallo stampo senza danni. L'angolo di sformo richiesto dipende da fattori come spessore della parete, restringimento del materiale, esigenze di finitura post-produzione, ecc. La porzione della parte che presenta una sorta di conicità in modo da facilitare l'estrazione dello stampo è definita sformo.
La corrente d'aria media dovrebbe aumentare di 1 grado per pollice di profondità, ma un minimo di 1.5-2 gradi è in genere sicuro per la maggior parte dei componenti. Le texture pesanti potrebbero richiedere fino a 5 gradi per pollice di profondità. Una corrente d'aria inadeguata può causare difetti estetici come segni di trascinamento. È possibile aggiungere angoli di corrente utilizzando sistemi CAD. Tuttavia, sarebbe meglio farlo nelle fasi finali della progettazione per ridurre al minimo la complessità.
Costole e Boss: Rinforzi Strutturali
Le costole aiutano a rafforzare le pareti parziali dove due pareti si incontrano a un angolo di 90 gradi. Aiutano ad aumentare l'integrità strutturale e ad aumentare la capacità portante della parte. I dettagli a lama sottile utilizzati per rafforzare le sezioni della parete e le parti in rilievo sono definiti costole. Vengono inoltre utilizzate per ridurre le deformazioni. D'altro canto, i boss hanno aree rialzate utilizzate per fissare e allineare le parti. Rafforzano anche le parti in aree come fori per viti e fessure.
Lo spessore della base delle nervature di supporto deve essere al massimo pari a due terzi dello spessore della parete adiacente. L'altezza della nervatura non deve superare 2.5 volte lo spessore nominale della parete (2.5 T). È importante considerare il restringimento. Per evitare avvallamenti, lo spessore della borchia non deve superare il 60% dello spessore totale della parete.
Posizione e Tipo di Gate: Controllo del Flusso
Il gate nello stampaggio a iniezione è un componente essenziale che si collega direttamente alla parte in plastica e controlla il flusso di resina plastica fusa nella cavità. Le dimensioni, la forma e la posizione del gate hanno un impatto significativo sul prodotto finito. Influisce sulla sua integrità strutturale e sull'aspetto esteriore. Il punto in cui la plastica entra nella cavità dello stampo è definito gate.
Esistono quattro tipi comuni di design di gate per diversi tipi di stampi a iniezione: edge, sub, hot tip e sprue. Come suggerisce il nome, i gate edge sono posizionati sul bordo delle parti piatte e lasciano una cicatrice sulla linea di separazione. Il punto di iniezione laterale rappresenta il design più comune. Come indica il nome, questo punto di iniezione si trova sul bordo della parte ed è ideale per parti piatte. I punti di iniezione laterali sono particolarmente indicati per sezioni medie e spesse e possono essere utilizzati su utensili a due piastre multicavità.
I sub-gate sono comuni e hanno diverse varianti, come i gate banana, smiley e tunnel. Richiedono perni di espulsione per tagliare automaticamente e sono utili quando si sposta la posizione del gate lontano dalla linea di separazione per un riempimento migliore. Il punto di iniezione inferiore è l’unico punto di iniezione a rimozione automatica tra quelli indicati. Per la rimozione automatica di questo tipo di punto di iniezione sono necessari i perni di espulsione. I punti di iniezione inferiori sono abbastanza comuni e presentano diverse varianti come il punto di iniezione a banana, a tunnel e “smiley”, per citarne alcuni. Il punto di iniezione inferiore consente di uscire dalla linea di separazione, offrendo maggiore flessibilità per posizionare il punto stesso in una posizione ottimale sulla parte.
I gate a punta calda sono utilizzati solo con stampi a canale caldo. Spesso sono posizionati nella parte superiore dello stampo per geometrie rotonde o coniche. D'altro canto, i gate a sprue sono ideali per stampi a cavità singola grandi e cilindrici. Spesso lasciano una grande cicatrice nel punto di contatto, ma sono facili da produrre e manutenere. Il punto di iniezione diretto o mediante materozza è un punto di iniezione a rimozione manuale utilizzato per gli stampi di singole cavità di parti cilindriche di grandi dimensioni che richiedono un riempimento simmetrico. I punti di iniezione diretti sono i più facili da progettare e presentano bassi requisiti in termini di costi e manutenzione. Le parti con punti di iniezione diretti sono soggette a minori sollecitazioni e sono caratterizzate da un’elevata resistenza.
La selezione del gate dipende dalla struttura della parte, dalla scelta del materiale, dai requisiti dimensionali e dalle esigenze estetiche del prodotto finale. Una regola fondamentale è quella di posizionare i gate lontano da aree ad alto stress o impatto per ridurre al minimo il rischio di difetti. È inoltre essenziale eliminare le operazioni di de-gating secondarie e posizionarle nell'area più spessa per ottenere il miglior riempimento. In alcuni casi, potrebbero essere necessari più gate a seconda delle dimensioni della parte, della geometria e del tipo di polimero plastico.
Il materiale che sporge dall'area del punto di iniezione dopo la rimozione del ramo di colata del punto di iniezione dalla parte stampata a iniezione è definito sprue.
Perni di Espulsione: Rimozione Sicura
Questi sono una parte cruciale dell'impostazione dello stampaggio a iniezione che aiuta a spingere le parti fuori dallo stampo dopo che si sono sufficientemente raffreddate. Spesso lasciano segni sulle parti. Pertanto, il progettista delle parti deve assicurarsi che siano posizionate su superfici piane perpendicolari alla direzione del movimento del perno di espulsione. Il perno utilizzato per attuare un movimento è un perno di espulsione.
La forma della parte, gli angoli di sformo, la profondità e la struttura della parete determinano il numero e il posizionamento dei perni. Questi fattori influenzeranno il modo in cui la parte aderisce alle pareti dello stampo. La scelta del materiale influenzerà anche la dimensione e il posizionamento di questi perni. Ad esempio, le resine più appiccicose richiederanno una maggiore forza di espulsione. Allo stesso modo, i polimeri plastici più morbidi richiederanno perni più larghi o più numerosi per distribuire la forza di espulsione ed evitare difetti di stampaggio.
Sottosquadri e Filettature: Sfide di Eiezione
Sottosquadri e filettature sono caratteristiche incassate o sporgenti che rendono difficile l'espulsione di una parte in plastica dallo stampo con una sola trazione. Assicurarsi che la parte possa essere espulsa con una sola trazione unidirezionale è essenziale per mantenere bassi i costi di stampaggio a iniezione. Pertanto, è importante evitare filettature e sottosquadri nelle parti in plastica.
Per evitare sottosquadri, puoi orientare le feature parallelamente alla linea di disegno e usare sollevatori e cursori. I sollevatori aiutano a rilasciare i sottosquadri interni senza sformo. Una volta che la parte si raffredda, il sollevatore può spingere verso l'alto ad angolo per rimuovere il sottosquadro dallo stampo. Al contrario, i cursori usano perni angolati attaccati allo stampo centrale per rilasciare i sottosquadri esterni. Dettaglio in alluminio o acciaio in uno stampo utilizzato per creare sottosquadri nelle parti stampate. Vengono rimossi manualmente dallo stampo durante il processo di iniezione della parte. Area degli stampi a iniezione in plastica, utilizzata per creare dei sottosquadri.
Angoli Arrotondati: Fluidità e Resistenza
Per migliorare l'efficienza e la qualità della produzione di parti stampate in plastica, progettisti e ingegneri dovrebbero puntare a caratteristiche arrotondate piuttosto che ad angoli e bordi taglienti. Gli angoli taglienti richiedono più pressione per il riempimento, aumentando il rischio di danni e difetti della parte durante l'espulsione. Gli angoli interni ed esterni arrotondati aiutano la plastica a scorrere più agevolmente e riducono lo stress residuo e le crepe.
Il raggio degli angoli interni dovrebbe essere almeno il 50% dello spessore della parete adiacente. D'altra parte, gli angoli esterni dovrebbero essere pari al 150% dello spessore della parete adiacente. Per elementi verticali come sporgenze e incastri a scatto, la base deve essere arrotondata. Il raggio della sporgenza deve essere pari al 25% della parete adiacente e un raggio minimo di 0.381 mm (0.015 pollici). Le sporgenze arrotondate delle parti e degli stampi in plastica sono chiamate raccordi.
Finitura Superficiale: Estetica e Funzionalità
Le parti in plastica possono avere diverse finiture superficiali che ne influenzano la consistenza, l'aspetto e la sensazione. La scelta della finitura giusta è fondamentale in quanto determina l'utensileria e il materiale necessari. Le finiture ruvide richiedono angoli di spoglia più elevati e influiscono sulla selezione del materiale. Anche la superficie dello stampo potrebbe aver bisogno di essere preparata per ottenere la finitura desiderata. La minima imperfezione sulla superficie dello stampo può trasferirsi alla parte stampata. Maggiore è la finitura post-produzione necessaria, maggiore sarà il costo e il tempo necessario per completare lo stampo.
Selezione del Materiale: Proprietà e Prestazioni
Lo stampaggio a iniezione prevede l'utilizzo di una varietà di resine plastiche, ciascuna con le sue specifiche proprietà fisiche e meccaniche. La selezione del materiale influisce sulla funzionalità della parte nell'ambiente previsto. Considerazioni chiave durante la selezione dei materiali per stampaggio a iniezione includono il tasso di ritiro del materiale, l'assemblaggio e il costo.
Sono disponibili decine di migliaia di materiali differenti per lo stampaggio a iniezione. Può essere utilizzata la maggior parte dei polimeri, inclusi tutti i materiali termoplastici (per esempio nylon, polietilene e polistirene) e alcuni elastomeri. I materiali vengono scelti in base alla resistenza e alla funzione richiesta dalla parte finale, ma ogni materiale presenta diversi parametri di stampaggio che devono essere tenuti in considerazione.
Il tasso di ritiro del materiale varia in base al tipo di plastica e alle condizioni di lavorazione, che possono influire sulle prestazioni e sulla geometria della parte. Dovresti anche considerare la capacità del materiale di gestire processi di assemblaggio come il fissaggio meccanico e la saldatura. Sebbene le caratteristiche desiderabili del materiale plastico siano essenziali, è necessario considerare anche i costi di acquisto, lavorazione e finitura della plastica per ridurre al minimo i costi di produzione.
I materiali termoplastici possono essere fusi e modellati più volte. Generalmente vengono fusi a elevate pressioni, iniettati negli stampi e lasciati raffreddare fino all’espulsione. I materiali termoindurenti subiscono per mezzo di calore e pressione variazioni che modificano permanentemente la loro natura. L’oggetto realizzato attraverso lo stampaggio, se nuovamente riscaldato, non può più cambiare forma.
Le prestazioni di fissaggio su plastica sono influenzate da diversi fattori, come:
- Il modulo di flessione, ovvero la misura di come un determinato materiale si deforma quando viene applicato un peso o una forza;
- La tipologia di rinforzo aggiunta ai materiali, per esempio nelle plastiche rinforzate con vetro o carbonio;
- Il tasso di espansione termica. Occorre ricordare infatti che le materie plastiche si espandono molto più velocemente dei metalli quando sottoposte allo stesso carico termico;
- Lo scorrimento viscoso, cioè la deformazione dei materiali sottoposti a sforzi costanti per lunghi periodi ad alta temperatura.
Caratteristiche come la duttilità, l’espansione termica o la forza di ritenzione cambiano da un tipo di plastica all’altro. Per questo i test di laboratorio sono spesso l’unico modo per accertare le prestazioni di un elemento di fissaggio.
Stress Residui e Controllo del Processo
Il principale nemico di qualsiasi parte in plastica stampata per iniezione è rappresentato dalle sollecitazioni. Quando una resina plastica (che contiene lunghe catene di molecole) viene fusa nella fase di preparazione per lo stampaggio, il calore e la forza di taglio dell’estrusore spezzano temporaneamente i legami molecolari, consentendo così alle molecole di penetrare nello stampo. Utilizzando la pressione, la resina viene spinta nello stampo, andandone a riempire ogni dettaglio, crepa e fessura. Man mano che le molecole penetrano in ogni elemento dello stampo, vengono costrette a piegarsi e a distorcersi per andare a formare la parte da realizzare. Percorrere angoli molto acuti comporta maggiori sollecitazioni sulle molecole rispetto ai percorsi lineari o con raggi di curvatura ampi. Mentre il materiale si raffredda e i legami molecolari riportano la resina allo stato solido, le sollecitazioni vengono “bloccate” nella parte. Sebbene alcune sollecitazioni in una parte stampata a iniezione siano prevedibili, è necessario progettare le parti in modo da ridurre le sollecitazioni il più possibile.
Prima dell'espulsione, le parti stampate per iniezione vengono adeguatamente raffreddate in modo che mantengano la forma una volta scaricate. Durante la fase di raffreddamento nel processo di stampaggio, le variazioni di pressione, velocità e viscosità plastica devono essere ridotte al minimo per evitare difetti. Vi sono alcuni aspetti maggiormente importanti in questa fase rispetto allo spessore delle pareti.
Sedi di Fissaggio nell'Automotive: Tipologie e Requisiti
In un’automobile ci sono in media 3.500 elementi di fissaggio. I fastener sono una parte fondamentale nel design di un veicolo e contribuiscono in modo determinante alla sua sicurezza oltre che alla sua estetica. L’importanza del fissaggio per il settore automotive risiede nel fatto che quando un dispositivo di fissaggio è allentato o non montato correttamente, questo si ripercuote su tutta la vettura. Per esempio, un bullone allentato nel motore può impedire l’avviamento dell’auto, mentre problemi di fissaggio nelle sospensioni o nell’impianto frenante possono causare gravi anomalie. Oppure, più banalmente, un fastener che si deteriora può causare vibrazioni o rumori nell’abitacolo.
I sistemi di fissaggio sono presenti in tutti i principali componenti delle automobili. Servono a unire i vari elementi, dalle parti del motore alle finiture della carrozzeria o dell’abitacolo. Esistono molti diversi tipi di fastener per il settore automotive - bulloni, viti, dadi, rivetti - talvolta anche realizzati su misura per uno specifico modello. Anche i materiali possono variare: ferro, acciaio inox, nichel, ottone, alluminio o particolari leghe.
Tra le soluzioni più utilizzate troviamo:
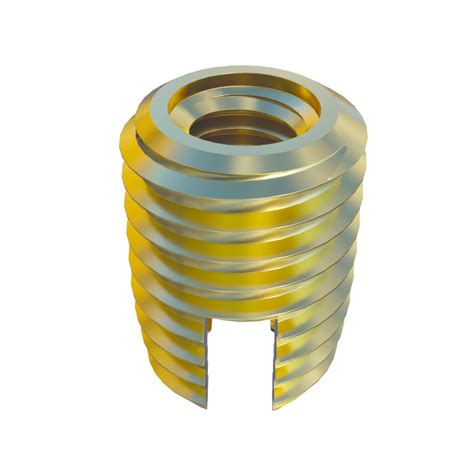
- Inserti filettati: Utilizzati per creare una sede filettata all’interno di un materiale. Che si tratti di parti in metallo, laminati o elementi in plastica, esistono inserti filettati specifici per diverse applicazioni.
- Bulloni: In genere a testa esagonale, vengono utilizzati tra le altre cose per fissare i cerchioni, così da garantire l’ancoraggio delle ruote al resto della vettura.
- Dadi: Assicurano il fissaggio di bulloni e viti a una determinata superficie.
- Rondelle: Generalmente sono dei piccoli dischi piatti con dei fori al centro. Servono a fissare i bulloni per prevenire perdite, distribuire la pressione e fissare i radiatori.
- Inserti a pressione: Quando c’è bisogno di soluzioni facili da installare e in grado di sostenere il carico richiesto, questa tipologia di fissaggio offre molti vantaggi.
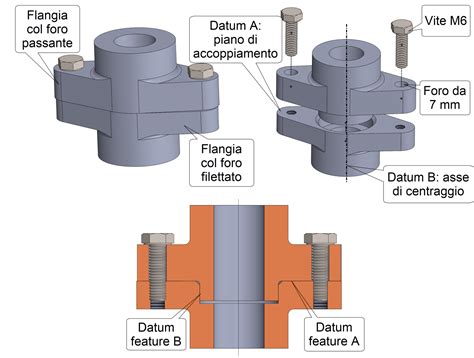
- Fissaggi a incollaggio per compositi: Sono composti da una base piana forata o cieca con distanziali tondi e da un elemento di fissaggio: perni, boccole o dadi assemblati su un’ampia gamma di piastrine con forme e dimensioni diverse. Esistono soluzioni passanti o cieche per tutte le esigenze.
Nel campo dell’ingegneria automobilistica, la ricerca continua ha portato allo sviluppo di nuove tecnologie e materiali, ad esempio l’impiego di materiali compositi come la fibra di carbonio. Il settore dell’automotive può beneficiare di soluzioni che rendono i veicoli sempre più sicuri e innovativi dal punto di vista del design.
Fissaggi Specifici per Materiali Plastici
Le particolari caratteristiche delle materie plastiche richiedono sistemi di fissaggio specifici, che devono essere considerati già in fase di progettazione. Non esistono linee guida universali per il fissaggio di materiali plastici: ogni situazione è unica e deve essere attentamente studiata per individuare i fastener più adatti a un determinato progetto.
I nostri field application engineer possono accompagnare i clienti in ogni fase della progettazione, dalla selezione dei migliori fastener al design di una soluzione personalizzata. Gli inserti speciali per materiali plastici sono progettati per superare i problemi causati dai fastener standard. Boccole, dadi, fissaggi rapidi, inserti filettati, a pressione o a caldo: la gamma di fastener per materiali plastici è pronta a soddisfare qualsiasi esigenza.
Segnaliamo in particolare:
- Le boccole autofilettanti IA12 1 in ottone con battuta, tra i sistemi di fissaggio più indicati quando si opera con materiale termoplastico rinforzato con fibra di vetro.
- Le boccole filettate MUBUX 851, una soluzione ideale per il fissaggio di materiali termoplastici quando è previsto l’inserimento a caldo, a pressione o a ultrasuoni.
- Le boccole filettate a espansione IPR2, tra i fastener più utilizzati quando si tratta di fissare materiale termoplastico con inserimento a freddo tramite pressione ed espansione.
Snap-Fit: Soluzioni di Connessione Integrate
I giunti a scatto (snap-fit) sono un metodo di connessione comune nella progettazione di prodotti. Nella progettazione di prodotti, i giunti a scatto sono disponibili in varie forme e servono principalmente per collegare, regolare e sostituire i componenti. La comprensione dei giunti a scatto è essenziale per i progettisti di prodotti. L'innesto a scatto è una struttura di connessione e fissaggio comunemente utilizzata nella progettazione dei prodotti. Rispetto ad altri metodi di connessione, gli snap-fit sono un modo economico, efficace, semplice e comodo per collegare le parti in plastica.
Tuttavia, presentano anche delle sfide: possono richiedere un alto costo di stampaggio (a causa di cursori o sollevatori), necessitano di alta precisione di montaggio e la qualità della connessione può essere difficile da valutare. La forza di connessione può essere insufficiente se non progettati correttamente dalle deformazioni delle parti in plastica, e la riutilizzabilità è spesso limitata.
La parte di base è generalmente più grande e fissa, mentre la parte di assemblaggio è più piccola e tenuta in mano durante il montaggio. Le principali aree funzionali che garantiscono l'affidabilità della connessione a scatto sono note come elementi funzionali di vincolo: elementi di posizionamento e elementi di bloccaggio.
Nei giunti a scatto a sbalzo, l'elemento di deflessione è spesso la trave a sbalzo. La forma e la sezione trasversale della trave sono flessibili, con opzioni quali rettangolare, a ventaglio, a U o a T. La sezione rettangolare è la più comune, mentre la forma a U e a T sono varianti volte ad aumentare la sezione trasversale della trave.
I bottoni a pressione in plastica possono essere classificati in base alla difficoltà di smontaggio in bottoni a pressione staccabili e non staccabili. Le connessioni a scatto in plastica sfruttano principalmente le proprietà di deformazione e recupero elastico dei materiali plastici.
La progettazione a scatto deve considerare l'affidabilità della connessione, la completezza dei vincoli e il coordinamento dell'assemblaggio. Per evitare inutili complessità, i progetti snap-fit dovrebbero prendere in considerazione la possibilità di evitare i meccanismi di estrazione laterale dell'anima. Se il giunto a scatto è stampato con espulsione angolare, verificare che non vi siano interferenze durante il processo di espulsione angolare.
Considerazioni Finali sulla Progettazione di Componenti Plastici Automotive
La progettazione di parti in plastica per il settore automotive richiede un approccio olistico che consideri non solo la funzionalità intrinseca del componente, ma anche il processo di produzione, i materiali utilizzati e le interfacce di fissaggio. L'aderenza a linee guida di progettazione consolidate, come quelle relative allo spessore delle pareti, agli angoli di sformo e alla scelta dei gate, è fondamentale per garantire la producibilità, la durabilità e l'efficienza dei costi.
L'innovazione continua nel campo dei materiali plastici e delle tecnologie di stampaggio offre opportunità sempre maggiori per creare componenti leggeri, resistenti ed economici. La comprensione approfondita delle sfide specifiche legate all'integrazione di elementi di fissaggio in substrati plastici, così come l'esplorazione di soluzioni di connessione avanzate come gli snap-fit, sono passi essenziali per i progettisti che mirano a realizzare veicoli più sicuri, efficienti e all'avanguardia.
tags: #sede #fissaggio #automotive #plastica #guideline