Il cerchio in lega è l'unico elemento che collega la vettura alla strada ed è quindi di fondamentale importanza che la sua qualità e sicurezza siano garantite a pieno dalle aziende produttrici. Sul mercato esistono tantissimi modelli di cerchioni per auto, adatti a tutti i gusti e a tutte le tasche, ma prima di scegliere quello giusto per la propria auto, è utile comprendere come viene prodotto un cerchio in lega e quali sono le fasi di lavorazione che portano alla sua nascita, partendo dalla materia prima. Dopo anni di richieste da parte delle aziende produttrici, in Italia, con la pubblicazione sulla Gazzetta Ufficiale n. 56 del 7 marzo 2013 del Decreto n. 20 del 10 gennaio 2013 del Ministero dei Trasporti, sono state adottate regole precise per il mercato dei cerchi e le omologazioni necessarie per la loro vendita e il montaggio. Per essere montato su una vettura, un cerchio deve rispettare le misure riportate sul libretto di circolazione. È essenziale prestare sempre attenzione al tipo di cerchi che si intende acquistare, perché spesso un prezzo basso non è sinonimo di vero affare; l'unico modo per scoprirlo, purtroppo, è testarli direttamente sul proprio mezzo, con conseguenze che possono essere poco piacevoli.
Materie Prime e Preparazione Iniziale: L'Alluminio come Protagonista
Nell'affascinante mondo dell'automotive, dove la prestazione incontra l'eleganza, la produzione di cerchi in lega rappresenta un capitolo cruciale. Questo processo sofisticato, che combina ingegneria e design, richiede una meticolosa attenzione ad ogni fase. Un cerchione in lega, come suggerisce il nome, è composto da una lega di vari metalli. Tra tutti i metalli, l'alluminio è il più utilizzato nella maggior parte dei cerchi in lega oggi in commercio. La sua popolarità è dovuta alla leggerezza e alla facilità di lavorazione. Per cerchi in lega di alta gamma o da competizione, spesso vengono utilizzate leghe di magnesio.
Si parte dalla materia prima, l’alluminio, che deve essere sempre primario, con silicio 7 o 11. Per la fabbricazione delle ruote viene utilizzata una speciale lega d’alluminio dall’elevata resistenza e tenacia, caratteristiche che consentono di realizzare ruote estremamente leggere con il massimo carico ammesso. I lingotti di alluminio vengono inseriti in un forno a gas a 700 gradi che è sempre in funzione, tutto l’anno tranne le chiusure estive e natalizie.

Il problema con la 'P' maiuscola della produzione delle ruote in lega è la possibile presenza di piccole bolle d’aria, che sono l’elemento in assoluto più critico non tanto per l’estetica, quanto per la sicurezza, dal momento che possono rendere più fragile il prodotto finito. Fin da queste prime fasi della colata, si procede quindi ad una sorta di centrifuga del materiale per degassificarlo, per eliminare da subito tutte quelle bolle che sono il nemico numero uno dei cerchi in lega.
Metodi di Formatura: Fusione e Forgiatura
Il processo di produzione dei cerchi in lega si basa principalmente su due metodi: la fusione e la forgiatura, ognuno con le sue peculiarità e vantaggi.
Fusione: Precisione e Controllo
Il metodo più comune di produzione dei cerchi in alluminio è la fusione, per gravità o a bassa pressione, in cui la lega di alluminio viene pressata in uno stampo che riflette la forma del prodotto finito. La fusione avviene in un apposito forno fusorio, con temperature che possono raggiungere i 1000 gradi Celsius. I produttori seguono questa fase con grande attenzione, monitorando attentamente la composizione della lega mediante l’analisi spettrale ad emissione ottica. Se tutto corrisponde agli standard, la lega metallica viene colata nello stampo del modello di cerchio.
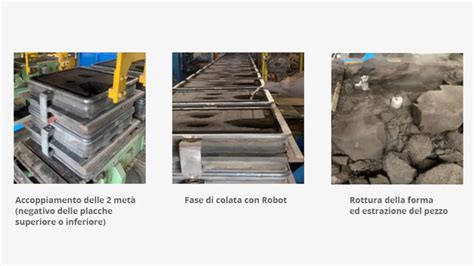
I crogiuoli stessi vengono trasportati su carrelli automatici, proprio per evitare scosse e mantenere stabile l’alluminio fuso che viene portato negli stampi tramite impianti a bassa pressione. Con il metodo a bassa pressione l’alluminio liquido viene iniettato nello stampo con una pressione di circa 1.2/1.5 Bar ed è possibile realizzare prodotti più sicuri, performanti e di migliore qualità, rispetto al classico metodo a gravità che cola il materiale fuso dall’alto, per caduta libera, sullo stampo. Per poter immettere la colata nello stampo a bassa pressione è però assolutamente indispensabile l’utilizzo di alluminio primario e non secondario.
Ogni anno vengono introdotti numerosi stampi, tra nuovi design e stampi che vanno a sostituire quelli usurati. Esiste anche un’area interna dedicata alla loro manutenzione, pulizia e, quando possibile, riparazione. Gli stampi consentono anche la realizzazione delle ruote con l’alloggiamento dei sensori e sono ottimizzati per il montaggio delle gomme run flat, con il sistema EH2+ anti stallonamento.
Forgiatura: Resistenza e Leggerezza
La forgiatura è un processo alternativo alla fusione che viene adottato dai produttori che mirano a offrire prodotti di fascia alta. Questo metodo assicura una distribuzione uniforme delle caratteristiche fisiche del cerchio, evitando disomogeneità tra le varie zone. Un cerchio forgiato presenta miglioramenti significativi in termini di risposta alle sollecitazioni e agli impatti, di conseguenza mostra anche un rischio di deformazione ridotto. Un altro vantaggio è la resistenza maggiore a parità di materiale impiegato. I costi di forgiatura sono maggiori rispetto a quelli di fusione.

Il processo di forgiatura inizia con la fusione del materiale, che viene poi sottoposto a pressioni altissime all’interno di un disco tondo. Con una forza di pressatura fino a 12000 tonnellate, lo stampo superiore comprime le sezioni preriscaldate in una preforma simile alla ruota all’interno dello stampo inferiore della macchina di forgiatura. Lo stesso processo di forgiatura sottopone la lega d’alluminio ad un’intensa termoformatura. Le ruote così ottenute sono di gran lunga più resistenti rispetto alle ruote in acciaio e alle ruote fuse in lega leggera.
A seconda delle dimensioni della ruota, dalla billetta si ottengono delle sezioni più sottili o più larghe.
Produzione di cerchi in lega
Flowforming: L'Innovazione per la Riduzione del Peso
Il pezzo grezzo forgiato è sottoposto ulteriormente a laminazione nell’area del canale del futuro cerchio per mezzo di rulli su uno stampo negativo rotante. Il processo del flowforming consente di ridurre lo spessore del materiale rispetto alle tecniche tradizionali, riducendo il peso fino al 45%. SPEEDLINE TRUCK è annoverata fra i pionieri della tecnologia del flowforming nella produzione di ruote per veicoli. Questa tecnica è cruciale per migliorare le prestazioni del veicolo, in quanto un peso minore delle masse non sospese contribuisce a una migliore maneggevolezza e comfort di guida.
Trattamento Termico: Migliorare le Proprietà Meccaniche
I pezzi grezzi, dopo la saldatura o l'assemblaggio, sono sottoposti dapprima ad una solubilizzazione nell’ambito di un processo di trattamento termico ad elevate temperature, quindi ad un raffreddamento e successivamente ad un invecchiamento artificiale. Questo processo è fondamentale per eliminare le tensioni interne e migliorare la tenacità e la resistenza del materiale. Il processo di trattamento termico deve essere eseguito a temperatura e tempo controllati con precisione per garantire che le proprietà fisiche del materiale soddisfino i requisiti. Il risultato è un cerchio più robusto e durevole, in grado di sopportare le sollecitazioni dell'uso quotidiano e in condizioni estreme.
Lavorazione Meccanica e Finitura: Precisione e Dettaglio
Il percorso della ruota prosegue poi verso le fasi di sgrezzatura, rifinitura e foratura, tutti processi ad elevatissima automatizzazione, grazie agli importanti e recenti investimenti fatti dalle aziende su macchine a controllo numerico e robot modernissimi. Le operazioni si svolgono su due impianti, di cui uno, di recente acquisto (a dimostrazione della continua volontà dell’azienda di investire in qualità), consente di non avere scarti in quanto non lavora, come tradizionalmente, ad aria compressa, ma ad acqua, riducendo i costi di gestione.

Le macchine utensili CNC vengono utilizzate per eseguire lavorazioni di precisione sul cerchio, tra cui la tornitura delle superfici interna ed esterna del cerchio, la foratura di fori (come quelli per i bulloni di montaggio) e la smussatura. Queste operazioni richiedono un'elevata precisione per garantire l'equilibrio e la precisione dimensionale del cerchio.
Al termine della lavorazione meccanica, viene eseguito un test di bilanciamento dinamico sul cerchio per garantirne la stabilità ad alta velocità. Vengono apportate le correzioni e le calibrazioni necessarie in base ai risultati del test.
Trattamento Superficiale e Verniciatura: Estetica e Protezione
La fase di finitura è essenziale per garantire non solo la funzionalità, ma anche l'estetica del cerchio in lega. Si passa poi alla fase di verniciatura, realizzata in un enorme impianto Eisenmann di ultima generazione che, attraverso diverse fasi di pulizia, coating e cottura, dopo tre ore sforna il prodotto finito. Il processo di lavorazione dura 3 ore, ma a volte dalla fase iniziale di produzione di un cerchio al suo completamento possono passare anche dei giorni. Questa è infatti la differenza principale tra la produzione di cerchi per il primo equipaggiamento e quelli per l’aftermarket, che richiedono spesso dei cambi linea per lotti, visto il numero esteso di diversi design e diverse rifiniture (in fabbrica vengono gestiti 1.500 codici).

La verniciatura dei cerchi in lega, a differenza di quanto si potrebbe credere, è un’attività complessa e delicata. La tecnica più comunemente adottata è la verniciatura a polvere. Il metodo prevede l'applicazione di una polvere colorata fine sulla superficie dei cerchi, seguita da un riscaldamento in un forno di verniciatura. Un aspetto fondamentale del processo di verniciatura è la gestione corretta delle alte temperature. Il monitoraggio e il controllo accurati sono cruciali per garantire un rivestimento durevole e omogeneo. Un esempio di questa complessità si è avuto quando un'azienda di produzione di cerchi ha dovuto riprogettare la protezione termica e l'involucro della componente elettronica per un sensore di temperatura da utilizzare in un forno a 250°C, superando brillantemente la prova termica.
Anche le finiture sono diverse e richiedono processi sofisticati, come ad esempio la diamantatura che avviene con un’abrasione di pochi micron per far risaltare l’alluminio lucido e che deve essere preceduta da mezza verniciatura, ripetuta successivamente per creare uno strato protettivo. Insomma nulla è lasciato al caso e ogni colore o effetto estetico, che sia nero o silver, brillante, opaco o metallescente prevede un particolare procedimento con relativi tempi e metodi. Naturalmente anche la verniciatura viene poi controllata visivamente perché, soprattutto per l’aftermarket, è necessario che non ci sia nessun difetto estetico, nemmeno nella flangia dove, una volta montato il cerchio, non sarà più visibile.
Controllo Qualità: Garanzia di Sicurezza e Prestazioni
I controlli vengono eseguiti sul 100% della produzione e prevedono verifiche sulle tolleranze dimensionali, test di flessione rotante, prove di rotolamento, di impatto, di resistenza alla corrosione, analisi chimiche, test al microscopio per i materiali, ma soprattutto il test finale per il controllo delle perdite d’aria, garanzia fondamentale per la sicurezza dell’automobilista. Gli scarti sono inferiori all’1%, un parametro che si dà per scontato, perché altrimenti significa che non si lavora in parametri di qualità, segno distintivo e necessario per i cerchi di alta gamma.
Il test si svolge inserendo la ruota finita in una scatola con pareti plastiche che separano le due parti del cerchio e dentro la quale viene immesso del gas elio, in grado di espandersi molto più facilmente e di evidenziare eventuali perdite d’aria dovute a bolle che potrebbero creare canali e circoli d’aria viziosi. Questi controlli rigorosi assicurano che ogni cerchio immesso sul mercato sia non solo esteticamente gradevole, ma soprattutto sicuro e affidabile.
I Cerchi in Acciaio: Una Lavorazione Tradizionale
I cerchi in acciaio sono solitamente caratterizzati da un design uniforme. Il mozzo e il cerchione esterno sono estrusi separatamente da due pezzi di metallo, quindi calibrati e saldati insieme. Il loro vantaggio è senza dubbio il prezzo più basso e i minori costi di esercizio. Se danneggiati, possono essere rinnovati a un prezzo relativamente basso. Per questo motivo, gli automobilisti scelgono spesso di acquistare questi modelli per un secondo set di ruote, su cui solitamente vengono montati pneumatici invernali.
Il processo di creazione di cerchi in acciaio è estremamente complesso e si articola in più fasi. Oltre alla fase di progettazione del cerchio, il processo produttivo inizia con la consegna dell'acciaio alla fabbrica di cerchi sotto forma di grandi rotoli. Il primo passaggio consiste nel tagliare l'acciaio della lunghezza appropriata e raddrizzarlo in una pressa speciale. Successivamente, il pezzo di metallo selezionato viene attentamente ispezionato e lucidato per rimuovere eventuali sbavature o altre imperfezioni superficiali. Il passaggio successivo consiste nel piegare il pezzo preparato in un cerchio e saldarne le estremità utilizzando una speciale macchina automatica. Mentre la giunzione è ancora calda, il legante in eccesso viene rimosso da entrambi i lati del cerchio.
Il manicotto in acciaio viene quindi sottoposto a processi di pressatura e laminazione, che creano le caratteristiche gobbe su tutta la larghezza del cerchio e un cerchio che sostiene lo pneumatico. Contemporaneamente, in un'altra stazione, un disco per cerchione viene formato da un disco in acciaio. La prima pressa della linea di produzione estrude la cavità centrale e segna i fori per i perni di montaggio. La pressa successiva crea il foro centrale e piccole finestre per il raffreddamento dei dischi freno del veicolo. Infine, al disco metallico viene conferita una forma convessa, che ne aumenta ulteriormente la rigidità e gli consente di alloggiare il kit freno. La superficie del cerchio in acciaio così preparata viene posizionata in un cerchio riscaldato, quindi i due componenti vengono saldati o imbullonati insieme, a seconda delle dimensioni della ruota. Il passaggio finale consiste nella verniciatura del cerchio risultante e, in alcuni casi, nell'installazione della ventola utilizzando uno speciale sigillante.
Struttura e Componenti Fondamentali dei Cerchi
I cerchi sono uno dei componenti fondamentali di ogni auto. Da essi dipende in larga misura l’aspetto del veicolo. Tuttavia, è bene sapere da cosa sono costituiti e a cosa occorre prestare attenzione se si intende acquistare un nuovo set per la nostra auto.
I cerchi per auto, siano essi in alluminio o in acciaio, sono solitamente costituiti da due componenti, ovvero il cerchione esterno e il mozzo posizionato al suo interno. Tuttavia, questa non è l’unica soluzione, poiché nel caso dei cerchi in lega di alluminio esistono anche modelli composti da tre parti. Una questione simile riguarda i materiali utilizzati per i cerchioni esterni, che sono solitamente realizzati con due materiali anziché uno. Alcuni modelli sono imbullonati e possono essere costituiti da un massimo di tre componenti. Si tratta del mozzo centrale (rotore) e del cerchione interno ed esterno, uniti da bulloni, solitamente in titanio.
Ogni cerchio, che sia in acciaio o in alluminio, ha anche un foro interno nella parte centrale. In questo modo, il cerchione può essere applicato sul mozzo della ruota. Esiste anche un foro esterno coperto da tappi, ad esempio con il logo del produttore del cerchio. A seconda della versione del tappo, possono rimanere esposti i punti di montaggio dei bulloni utilizzati per fissare il cerchio all’asse. Il loro numero, solitamente, è compreso tra 4 e 6. I cerchi presentano anche un foro separato nella sezione anteriore. È progettato per ospitare una valvola attraverso la quale è possibile spingere l’aria nello pneumatico montato sul cerchio.
Design dei Cerchi in Alluminio: Espressione di Personalità
I cerchi in lega sono, prima di tutto, belli e sono, dopo la scelta stessa dell’auto, il mezzo con cui l’automobilista meglio può esprimere la propria personalità: sportivi, eleganti, grintosi, raffinati e chi più ne ha più ne metta. Ma perché l’estetica non sia a scapito della sicurezza è molto importante che i cerchi siano costruiti a regola d’arte e non siano invece contraffazioni o prodotti privi dei requisiti di sicurezza minimi previsti dalle normative europee.
I cerchi in alluminio si distinguono per un design molto più interessante e accattivante rispetto ai loro equivalenti in acciaio. Per questo motivo, sono frequentemente scelti da chi desidera personalizzare al massimo l’aspetto della propria auto, come gli appassionati di tuning. Sono anche molto apprezzati dai comuni automobilisti, interessati a migliorare l’aspetto della propria vettura. La struttura dei cerchi in alluminio permette ai progettisti di dare libero sfogo alla loro immaginazione. I disegni più popolari sono i seguenti:
- A cinque razze: è il tipo più classico e standard. Le cinque razze si estendono dal centro del cerchio verso i bordi. Possono avere forme diverse, ma di solito sono piuttosto larghe, anche se a volte hanno fori al centro. Questa soluzione, inoltre, di solito non causa grossi problemi di pulizia.
- A cinque razze doppio: si tratta di una versione leggermente modificata del design a cinque razze. In questo caso le razze sono state divise in due parti, sono più strette e quindi ci sono più spazi aperti nel cerchio. Con due barre separate, i produttori possono creare design più fantasiosi, come nel caso del ANZIO Spark Black a forma di fiore.
- A molte razze: sono composti da un maggior numero di razze. La loro disposizione può assumere diverse forme, come nel modello DEZENT KT graphite che assomiglia alla ventola di un aereo. Questo tipo è particolarmente adatto alle auto sportive o a quelle utilizzate in occasione di eventi.
- A raggi: questo modello, come indica il stesso nome, si basa su molti raggi che coprono una parte maggiore del foro del cerchio. Questi modelli ci ricordano le auto da corsa, su cui sono frequentemente installati. Anche il nome, come nel caso del cerchio OZ Superturismo LM, ci segnala questa peculiarità.
- Mesh: una vera chicca per gli appassionati di tuning e per chi preferisce soluzioni uniche. Il motivo a mesh è il più vario di tutti. Infatti, può assumere qualsiasi forma utilizzabile per creare design insoliti, come nel caso del modello GMP Italia Matisse Black Diamond.
Se mantenuti puliti, l’aspetto dei cerchi in lega sarà sempre gradevole.

Parametri Fondamentali dei Cerchi: Cosa Considerare Prima dell'Acquisto
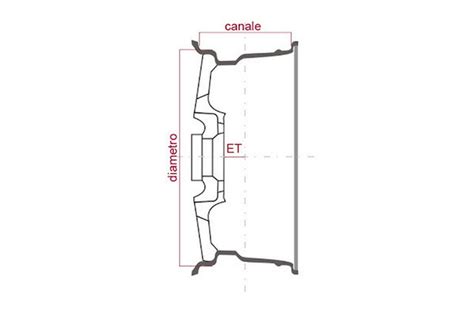
Prima di acquistare nuovi cerchi, è necessario verificare parametri quali, tra gli altri, il diametro del cerchio e l’ET (offset), o la distanza tra i bulloni. Le informazioni sulle dimensioni adatte alla tua auto sono riportate, ad esempio, nel manuale del veicolo. Se abbiamo intenzione di acquistare un nuovo set di cerchi in lega o in acciaio, occorre considerare i seguenti parametri del cerchio:
- Diametro del cerchio: influisce fortemente sul suo aspetto complessivo e su quello della vettura. Deve essere scelto in modo appropriato, poiché un cerchio troppo grande potrebbe non entrare nel passaruota.
- Distanza tra i bulloni: determina il numero di punti di montaggio e il diametro della circonferenza su cui sono distanziati. Il valore è indicato da una sequenza di numeri, ad esempio 5x100, il primo dei quali indica il numero di fori di montaggio e il secondo il suddetto diametro del cerchio.
- Larghezza: dipende in gran parte dal diametro. Gli pneumatici devono essere scelti di conseguenza.
- ET (Offset): determina la profondità di montaggio del cerchio nel passaruota.
Cerchi per Veicoli da Costruzione: Un Settore Specialistico
I cerchioni per veicoli da costruzione (come quelli utilizzati per veicoli pesanti come escavatori, caricatori, camion da miniera, ecc.) sono solitamente realizzati in acciaio o leghe di alluminio. Il processo di produzione comprende diverse fasi, dalla preparazione delle materie prime, alla formatura, all'assemblaggio tramite saldatura, al trattamento termico, al trattamento superficiale e all'ispezione finale.
Processo di Produzione Specifico per Veicoli da Costruzione
Preparazione della materia prima:
- Scelta del materiale: i cerchi sono solitamente realizzati in acciaio ad alta resistenza o in lega di alluminio. Questi materiali devono presentare buona resistenza, durevolezza, resistenza alla corrosione e alla fatica.
- Taglio: taglio di materie prime (come piastre di acciaio o piastre di lega di alluminio) in strisce o fogli di dimensioni specifiche in preparazione per la lavorazione successiva.
Formazione della striscia del cerchione:
- Laminazione: la lamiera tagliata viene laminata ad anello da una macchina profilatrice per dare la forma base del cerchione. La forza e l'angolo devono essere controllati con precisione durante il processo di laminazione per garantire che le dimensioni e la forma del cerchione soddisfino i requisiti di progettazione.
- Lavorazione dei bordi: utilizzare attrezzature speciali per arricciare, rinforzare o smussare il bordo del cerchio per aumentarne la resistenza e la rigidità.
Saldatura e assemblaggio:
- Saldatura: le due estremità del cerchione vengono saldate insieme per formare un anello completo. Questa operazione viene solitamente eseguita utilizzando apparecchiature di saldatura automatiche (come la saldatura ad arco o la saldatura laser) per garantire la qualità e l'uniformità della saldatura. Dopo la saldatura, è necessario procedere alla molatura e alla pulizia per rimuovere bave e irregolarità dalla saldatura.
- Assemblaggio: assemblare la striscia del cerchio con le altre parti del cerchio (come il mozzo, la flangia, ecc.), solitamente tramite pressatura meccanica o saldatura. Il mozzo è la parte che viene montata sullo pneumatico, mentre la flangia è la parte che viene collegata all'asse della ruota del veicolo.
Trattamento termico:
- Ricottura o tempra: i cerchi, dopo la saldatura o l'assemblaggio, vengono sottoposti a trattamento termico, come la ricottura o la tempra, per eliminare le tensioni interne e migliorare la tenacità e la resistenza del materiale. Il processo di trattamento termico deve essere eseguito a temperatura e tempo controllati con precisione per garantire che le proprietà fisiche del materiale soddisfino i requisiti.
Lavorazione meccanica:
- Tornitura e foratura: le macchine utensili CNC vengono utilizzate per eseguire lavorazioni di precisione sul cerchio, tra cui la tornitura delle superfici interna ed esterna del cerchio, la foratura di fori (come quelli per i bulloni di montaggio) e la smussatura. Queste operazioni richiedono un'elevata precisione per garantire l'equilibrio e la precisione dimensionale del cerchio.
- Calibrazione del bilanciamento: eseguire un test di bilanciamento dinamico sul cerchio lavorato per garantirne la stabilità ad alta velocità. Apportare le correzioni e le calibrazioni necessarie in base ai risultati del test.
Trattamento superficiale:
- Pulizia e rimozione della ruggine: pulire, arrugginire e sgrassare i cerchi per rimuovere lo strato di ossido, le macchie d'olio e altre impurità dalla superficie.
- Rivestimento o placcatura: i cerchi in genere necessitano di un trattamento anticorrosione, come l'applicazione di primer, una mano di finitura o una galvanica (come zincatura elettrolitica, cromatura, ecc.). Il rivestimento superficiale non solo conferisce un aspetto gradevole, ma previene efficacemente anche la corrosione e l'ossidazione, prolungando la durata del cerchio.
Controllo di qualità:
- Controllo dell'aspetto: controllare la superficie del cerchio per verificare la presenza di difetti quali graffi, crepe, bolle o rivestimento irregolare.
- Controllo dimensionale: utilizzare strumenti di misurazione speciali per controllare le dimensioni, la rotondità, l'equilibrio, la posizione dei fori, ecc. del cerchione, per garantire che soddisfi le specifiche di progettazione e gli standard di qualità.
- Prova di resistenza: sul cerchio viene eseguita una prova di resistenza statica o dinamica, che comprende compressione, tensione, flessione e altre proprietà, per garantirne l'affidabilità e la durata nell'uso effettivo.
Imballaggio e consegna:
- Imballaggio: i cerchi che superano tutti i controlli di qualità verranno imballati, solitamente in imballaggi antiurto e antiumidità, per proteggerli da eventuali danni durante il trasporto.
- Spedizione: I cerchi imballati verranno spediti secondo quanto concordato nell'ordine e trasportati ai clienti o ai rivenditori.
Il processo di produzione dei cerchi per auto prevede molteplici fasi di lavorazione di precisione, tra cui preparazione del materiale, stampaggio, saldatura, trattamento termico, lavorazione meccanica e trattamento superficiale, ecc., per garantire che i cerchi abbiano eccellenti proprietà meccaniche e resistenza alla corrosione. Ogni fase richiede un rigoroso controllo di qualità per garantire ai cerchi durata e affidabilità a lungo termine anche in ambienti di lavoro difficili.
Cerchi per Macchinari di Ingegneria: Esempi e Applicazioni
Un fornitore leader nella produzione di ruote fuoristrada in Cina, vanta oltre 20 anni di esperienza nella produzione di ruote e copre un'ampia gamma di tipologie, tra cui pale gommate, autocarri articolati, livellatrici, escavatori gommati e molti altri. Questo produttore è il fornitore originale di cerchi in Cina per marchi noti come Volvo, Caterpillar, Liebherr e John Deere. I cerchi 19.50-25/2.5 forniti per le pale gommate JCB sono stati molto apprezzati dai clienti.
Il modello 19.50-25/2.5 è un cerchio con struttura a 5 pezzi per pneumatici TL, comunemente utilizzato per pale gommate e veicoli comuni. Viene utilizzato principalmente in attrezzature pesanti come macchinari edili, veicoli per l'industria mineraria, grandi caricatori o camion rigidi per l'industria mineraria. I cerchi di queste dimensioni hanno una maggiore capacità di carico: i cerchi larghi abbinati a pneumatici larghi possono disperdere efficacemente la pressione, migliorare la capacità di carico e la stabilità dell'intero veicolo e sono particolarmente adatti alle condizioni di carico pesante. È adatto per pneumatici di grandi dimensioni, in particolare pneumatici per impieghi gravosi come 23.5R25 e 26.5R25. Aumenta l'area di contatto tra pneumatico e terreno, riduce la pressione per unità di superficie e favorisce la percorribilità su terreni morbidi e scivolosi. Allo stesso tempo, cerchi e pneumatici più larghi possono migliorare efficacemente la capacità antirollio del veicolo in curva. Viene utilizzato su pale caricatrici di grandi dimensioni, veicoli rigidi da miniera, ruspe e altre attrezzature.
Questo produttore offre inoltre un'ampia gamma di prodotti, inclusi cerchi per veicoli minerari, cerchi per carrelli elevatori, cerchi industriali, cerchi agricoli e altri accessori per cerchi e pneumatici, coprendo diverse misure di cerchi in vari settori.
Dimensioni dei macchinari di ingegneria:
- 22.00-25
- 24.00-25
- 25.00-25
- 36.00-25
- 24.00-29
- 25.00-29
- 27.00-29
- 28.00-33
- 16.00-34
- 15.00-35
- 17.00-35
- 19.50-49
- 24.00-51
- 40.00-51
- 29.00-57
- 32.00-57