Le presse per iniezione rappresentano macchinari fondamentali nell'industria moderna, essenziali per la produzione di una vasta gamma di oggetti in plastica che utilizziamo quotidianamente. Queste macchine, note anche come macchine ad iniezione per termoplastici, sono il cuore pulsante di innumerevoli processi produttivi, trasformando granuli di plastica fusa in prodotti finiti con precisione e efficienza. La loro versatilità le rende indispensabili in settori che spaziano dall'automotive all'arredamento, dal medicale al packaging alimentare, dimostrando la loro pervasività nella nostra vita.
L'Ampio Spettro di Applicazioni delle Presse per Iniezione
La capacità di produrre pezzi complessi con elevata precisione e in grandi volumi rende le presse per iniezione uno strumento insostituibile per aziende di ogni settore. L'elenco delle applicazioni è quasi infinito, evidenziando la centralità di questa tecnologia:
- Settore Automotive: Paraurti, fanali, sottosella per moto, particolari per batterie e componenti per automatismi delle portiere sono solo alcuni degli elementi realizzati mediante stampaggio a iniezione.
- Arredamento e Casalinghi: Dalle sedie di design a quelle da giardino, passando per cesti, secchi, lampade, mollette, portaposate, scatole porta oggetti, contenitori per cassetti, supporti per scope e palette, le presse per iniezione danno forma a innumerevoli oggetti che arricchiscono le nostre case.
- Food & Beverage: Contenitori per alimenti, cassette per ortaggi, bicchieri, posate e piatti monouso, capsule per caffè e stampi per dolciumi sono prodotti regolarmente attraverso questo processo.
- Edilizia: Mattonelle in PVC, pannelli "finto mattone", guaine, raccordi e tubature beneficiano della precisione e della resistenza offerte dallo stampaggio a iniezione.
- Garden & Pet: Vasi, sottovasi, annaffiatoi, articoli per giardinaggio, ciotole, trasportini e lettiere per animali sono esempi di prodotti che soddisfano esigenze pratiche e ricreative.
- Medicale & Cosmetica: La produzione di siringhe, provette, mascherine per aerosol, contenitori per medicinali e cosmetici (tubetti, vasetti) richiede l'elevata igiene e precisione garantite dallo stampaggio a iniezione.
- Tappi e Chiusure: Tappi di diverse tipologie (con sigillo, flip-top, Doy-pack, per liquori) e coperchi sono realizzati in milioni di unità grazie all'efficienza di queste macchine.
- Applicazioni Varie: Dagli articoli tecnici di vario tipo (maniglie, filtri, parti di pompe) alla componentistica, dai giocattoli ai materiali di cancelleria come pennarelli, portadocumenti e contenitori, le possibilità sono illimitate.
Struttura Fondamentale di una Pressa per Iniezione
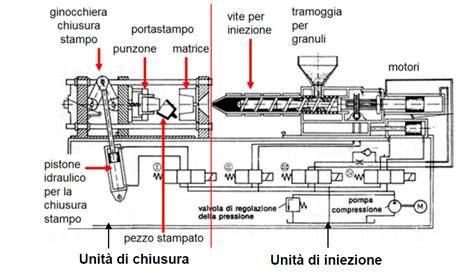
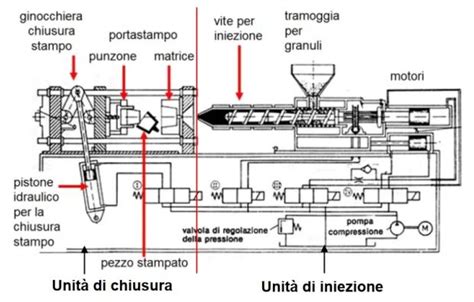
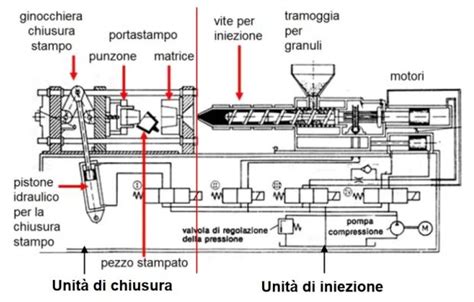
Indipendentemente dalle specifiche variazioni tecnologiche, ogni pressa per iniezione è essenzialmente composta da due gruppi principali: il gruppo di iniezione, responsabile della preparazione del materiale plastico, e il gruppo di chiusura, che gestisce lo stampo.
Il gruppo di iniezione riceve il materiale plastico, solitamente sotto forma di granuli, attraverso una tramoggia. Questo materiale viene poi convogliato in un cilindro di plastificazione, dove viene riscaldato da resistenze elettriche fino a raggiungere il punto di fusione specifico per quel tipo di polimero. All'interno del cilindro, una vite senza fine (o coclea) amalgama il materiale e lo trasporta verso l'ugello. Da qui, il polimero fuso viene iniettato ad altissima pressione nello stampo, che nel frattempo è stato chiuso ermeticamente dal gruppo di chiusura.
Il gruppo di chiusura è incaricato di aprire e chiudere lo stampo in modo preciso e sicuro. Alla fine del ciclo di raffreddamento, gestisce l'apertura dello stampo per consentire l'estrazione del pezzo appena formato.
Gli Elementi Chiave di una Pressa per Iniezione
Per comprendere appieno il funzionamento di una pressa a iniezione, è utile analizzare i suoi componenti principali:
- Piano Fisso e Piano Mobile: Il piano fisso ospita una metà dello stampo (la matrice), mentre il piano mobile supporta l'altra metà (il punzone). Quest'ultimo si muove per aprire e chiudere lo stampo.
- Sistema di Supporto e Guida: Generalmente costituito da quattro colonne, questo sistema garantisce il movimento guidato del piano mobile e supporta il peso dello stampo.
- Meccanismo di Chiusura dello Stampo: Può essere di diversi tipi, tra cui il più comune è il sistema a ginocchiera (o a braccio snodato), ma esistono anche soluzioni a pistone o idroblocchi.
- Gruppo di Plastificazione e Iniezione: Questo è il cuore del processo. Comprende una vite senza fine alloggiata in un cilindro riscaldato elettricamente. Durante la fase di caricamento e fusione, la vite ruota e arretra per accogliere i granuli, per poi avanzare rapidamente durante l'iniezione. Un ugello, situato alla testa del cilindro, si allinea con il foro di iniezione dello stampo.
- Piastra di Estrazione: Un meccanismo che facilita il distacco del pezzo stampato dallo stampo.
- Centralina Oleodinamica o Motori Elettrici: Fornisce l'energia necessaria per i movimenti idraulici o elettrici delle varie parti della macchina. Nelle presse "full electric", i movimenti sono interamente azionati da motori elettrici.
- Basamento di Supporto: La struttura portante della macchina.
- Unità di Controllo Elettronica: Il "cervello" della pressa, che gestisce tutti i parametri del ciclo di stampaggio.
Tipi di Presse per Iniezione: Idrauliche, Ibride ed Elettriche
La scelta della tecnologia di azionamento per una pressa a iniezione è cruciale e dipende dalle specifiche esigenze applicative. Esistono principalmente tre tipologie:
- Presse Idrauliche: Tradizionalmente le più diffuse, utilizzano un sistema oleodinamico per generare la forza necessaria ai movimenti.
- Presse Elettriche (Full Electric): Impiegano motori elettrici per tutti i movimenti, offrendo maggiore precisione, efficienza energetica e ridotto impatto ambientale grazie all'assenza di olio idraulico.
- Presse Ibride: Combinano elementi idraulici ed elettrici per sfruttare i vantaggi di entrambe le tecnologie. Ad esempio, il gruppo di chiusura può essere idraulico e quello di plastificazione elettrico, o viceversa.
La scelta tra queste tipologie non è banale. Le presse full electric sono spesso preferite per il loro potenziale risparmio energetico. Tuttavia, modelli ibridi o idraulici equipaggiati con sistemi servopompa possono raggiungere livelli di consumo energetico paragonabili, offrendo al contempo maggiore flessibilità, affidabilità e costi di manutenzione inferiori. È quindi fondamentale valutare attentamente le esigenze di stampaggio e affidarsi a produttori che offrano una gamma completa di soluzioni.
La disposizione più comune delle presse è con movimento di apertura degli stampi orizzontale, ma per specifiche lavorazioni esistono anche presse verticali.
Il Ciclo di Funzionamento di una Pressa a Iniezione
Il processo di stampaggio a iniezione si articola in diverse fasi distinte, che possono talvolta sovrapporsi per ottimizzare i tempi:
- Caricamento e Plastificazione: La vite ruota, prelevando il materiale termoplastico dalla tramoggia e trasportandolo nel cilindro riscaldato. Il calore delle resistenze fonde il materiale, mentre la rotazione della vite assicura un'amalgama omogenea.
- Chiusura dello Stampo: I due semistampi vengono avvicinati rapidamente, prima a bassa pressione e poi bloccati con la massima forza di chiusura per garantire l'integrità della cavità.
- Iniezione: La vite avanza rapidamente, agendo come un pistone per spingere il materiale fuso, attraverso l'ugello, nella cavità dello stampo.
- Mantenimento in Pressione (Holding Pressure): La vite continua a esercitare pressione sul materiale fuso finché questo non si solidifica, compensando il ritiro del materiale durante il raffreddamento.
- Rilascio della Pressione della Vite: Una volta che il materiale è sufficientemente solidificato, la pressione viene rilasciata.
- Rotazione della Vite per Preparazione al Nuovo Ciclo: La vite inizia a ruotare nuovamente per raccogliere e plastificare la dose successiva di materiale.
- Raffreddamento del Materiale nello Stampo: Il pezzo all'interno dello stampo si raffredda e solidifica, raggiungendo la forma desiderata.
- Apertura dello Stampo ed Estrazione del Pezzo: Lo stampo si apre e il pezzo viene espulso. L'estrazione può essere automatica, manuale o assistita da robot.
CICLO DI STAMPAGGIO A INIEZIONE CON ARBURG ALLROUNDER 420C GOLDEN EDITION
Comprendere le Prestazioni delle Presse: Oltre i Dati Tecnici
Valutare la "migliore" macchina a iniezione per un'applicazione specifica può essere complesso, poiché le schede tecniche a volte presentano parametri misurati in condizioni non direttamente confrontabili. Prestazioni sulla carta e prestazioni reali possono differire significativamente.
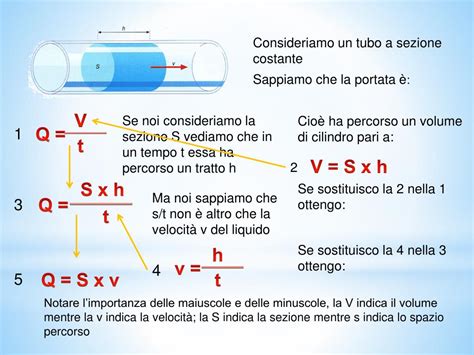
Un esempio illustrativo è quello della velocità di iniezione. Essa può essere specificata in unità lineari (mm/s) o volumetriche (cm³/s). La velocità lineare, mutuata dal settore delle macchine utensili, descrive la velocità di avanzamento di un asse. Tuttavia, per una pressa, è il volume del fuso iniettato nell'unità di tempo che conta realmente, poiché la solidificazione del materiale è rapida.
La portata volumetrica (cm³/s) è un indicatore più significativo delle prestazioni. Una vite più piccola richiederà una maggiore velocità di iniezione lineare (mm/s) per iniettare lo stesso volume di fuso rispetto a una vite più grande. La formula che lega questi parametri è: Portata Volumetrica = (π * D² / 4) * Velocità Lineare, dove D è il diametro della vite.
È fondamentale considerare che maggiore è la velocità di iniezione, maggiore sarà la contropressione all'interno dello stampo, richiedendo quindi una pressione di iniezione superiore. Le moderne unità di iniezione idrauliche, spesso dotate di servovalvole, possono gestire queste dinamiche, sfruttando l'energia immagazzinata in accumulatori per picchi di potenza.
Le unità di iniezione elettriche, invece, ricevono potenza direttamente dalla rete. Un fattore cruciale per queste ultime è l'inerzia intrinseca dei componenti meccanici (albero motore, riduttore, servomotore), che richiede energia aggiuntiva per essere accelerata e frenata. Questo può richiedere fino al 50% della potenza motrice installata.
Classificazione delle Applicazioni per Tempi di Riempimento
Le applicazioni possono essere suddivise in tre classi principali in base al tempo di riempimento dello stampo:
- Componenti Tecnici Stampati: La maggior parte delle applicazioni rientra in questa categoria, con tempi di riempimento a partire da 0,3 secondi. Le macchine idrauliche standard sono generalmente adatte a queste esigenze.
- Imballaggi e Contenitori a Parete Sottile: Questi prodotti, come imballaggi, bicchieri, secchielli o capsule a vite, richiedono tempi di riempimento brevi, solitamente tra 0,1 e 0,3 secondi. Sono necessarie elevate prestazioni dinamiche, e in questo contesto le macchine idrauliche con tecnologia ad accumulatore, ma anche le presse elettriche o ibride ad alte prestazioni, sono una scelta comune.
- Applicazioni Speciali ad Altissima Velocità: Tempi di riempimento inferiori a 0,1 secondi sono tipici di nicchie di mercato che richiedono presse a iniezione speciali, non disponibili da tutti i costruttori.
Per determinare l'unità di iniezione più adatta, è necessario conoscere il tempo di riempimento desiderato, il peso del componente e, se necessario, la densità del materiale. Una regola empirica utile è quella di equiparare il peso del componente al volume da iniettare, assumendo una densità di 1 g/cm³ (valida per molte poliolefine).
Un altro parametro importante è la corsa della vite. Mentre per componenti a parete spessa e tempi di riempimento lunghi è rilevante una corsa maggiore (3,5-4,5 D, dove D è il diametro della vite), nelle applicazioni a parete sottile una corsa di circa 1 D è spesso sufficiente per generare il volume di iniezione richiesto. Il tempo di riempimento ottenuto con una corsa di 1 D è un indicatore chiave delle prestazioni della pressa.
Il Ruolo del Gruppo di Plastificazione
Il gruppo di plastificazione è un componente essenziale per il corretto funzionamento della pressa a iniezione. La sua funzione primaria è quella di riscaldare il materiale plastico fino a portarlo allo stato fuso, garantendo al contempo un'omogenea miscelazione e un controllo preciso della temperatura.
Questo controllo termico è fondamentale perché influenza la velocità con cui il materiale viene iniettato nello stampo, determinando la qualità finale del prodotto. Il gruppo di plastificazione è tipicamente composto da:
- Ugello: Il punto di ingresso del materiale plastico nel sistema.
- Barilotto (o Cilindro): Contiene le resistenze riscaldanti che fondono il materiale e alloggia la vite senza fine.
- Vite senza Fine (Coclea): Ruota per trasportare, amalgare e spingere il materiale fuso verso l'ugello.
Un dispositivo di controllo della temperatura regola le resistenze per assicurare che il materiale raggiunga la temperatura di fusione corretta prima dell'iniezione. Grazie a questo gruppo, le presse a iniezione possono produrre oggetti con forme e dimensioni uniformi e un'elevata precisione dimensionale.
Consumo Energetico delle Presse per Iniezione
Le presse per iniezione sono macchinari potenti progettati per essere efficienti dal punto di vista energetico, nonostante la complessità dei processi che svolgono. Il consumo energetico esatto varia in funzione del volume e della complessità del pezzo da produrre, nonché del modello specifico della macchina.
In generale, la maggior parte delle presse a iniezione richiede meno di 1 kWh per produrre un singolo pezzo. Macchine più grandi o processi più intensivi possono richiedere fino a 10-15 kWh. Tuttavia, molte presse moderne sono programmabili per ottimizzare il consumo energetico durante i cicli di produzione, consentendo alle aziende di migliorare l'efficienza e ridurre i costi operativi. Le presse full electric, in particolare, sono rinomate per il loro ridotto consumo energetico rispetto ai modelli idraulici tradizionali.
La Meccanica dell'Iniettore: Un Concetto Più Ampio
Sebbene il termine "iniettore" sia centrale nel contesto delle presse per stampaggio a iniezione, è importante notare che il concetto di iniettore esiste anche in altri ambiti meccanici, come quello automobilistico. In meccanica, un iniettore è un componente la cui funzione è immettere un fluido in un sistema in modo controllato, diverso dal semplice travaso.
Negli iniettori di carburante, ad esempio, un comando elettronico gestisce il tempo di apertura e la quantità di carburante iniettato, basandosi su vari parametri come la concentrazione di aria e ossigeno. Questi iniettori operano a pressioni molto elevate, mantenute da una pompa ad alta pressione.
Nel contesto delle presse, il termine "iniettore" si riferisce più propriamente al gruppo di plastificazione e iniezione nel suo complesso, che agisce come un sistema di dosaggio e spinta del materiale fuso nello stampo.
Manutenzione e Cura delle Presse
Una corretta manutenzione è essenziale per garantire la longevità e l'efficienza delle presse per iniezione. Procedure di controllo e pulizia regolari sono fondamentali.
Controllo all'Avvio: Prima di accendere la macchina, è necessario verificare il cavo di alimentazione, il livello dell'olio idraulico (se presente), il corretto funzionamento degli interruttori di prossimità e degli interruttori delle porte di sicurezza.
Installazione dello Stampo: L'installazione dello stampo deve essere eseguita con cautela, utilizzando il funzionamento manuale. È importante assicurarsi che lo stampo sia centrato correttamente rispetto all'ugello e che la corsa del ditale (il meccanismo di espulsione) sia impostata correttamente per evitare danni.
Operazioni di Stampaggio (Manuale e Automatica): Sia in modalità manuale che automatica, è cruciale seguire le sequenze operative corrette, prestando attenzione ai tempi di iniezione, mantenimento pressione, raffreddamento ed estrazione. L'avvio del motore di azionamento della vite dovrebbe avvenire solo dopo che la temperatura del cilindro ha raggiunto il valore impostato, per prevenire danni.
Arresto della Macchina: In caso di necessità di arresto immediato, si deve premere il pulsante di emergenza. Per un arresto programmato, specialmente con resine sensibili alla decomposizione termica, è importante interrompere l'alimentazione del materiale e svuotare completamente il cilindro di iniezione.
Motori Elettrici per Presse per Stampaggio a Iniezione
I motori elettrici hanno rivoluzionato il mondo delle presse per stampaggio a iniezione, diventando la scelta prediletta per le linee produttive moderne. Questi motori offrono una combinazione vincente di precisione nei movimenti, significativi risparmi energetici e prestazioni elevate, anche in cicli produttivi rapidissimi.
Le applicazioni di questi motori sono estremamente variegate, coprendo settori come l'automotive, l'elettronica, il medicale, il packaging alimentare e la produzione di articoli tecnici e sportivi. Un motore elettrico per pressa non è semplicemente un componente, ma la base su cui costruire un processo produttivo stabile, efficiente e sostenibile. Investire nella giusta tecnologia motoristica significa assicurarsi risultati superiori, ridurre i consumi e prolungare la vita utile delle macchine.