Le valvole automobilistiche rappresentano componenti cruciali per il corretto funzionamento di ogni veicolo, svolgendo ruoli diversi e complessi, dalla gestione dei fluidi ai sistemi di sicurezza, fino all'ottimizzazione delle prestazioni del motore. Tra le diverse tipologie, particolare attenzione merita il "valvolino di tipo automobilistico con ghiera filettata folle e zigrinata", un elemento che, pur nella sua apparente specificità, racchiude principi ingegneristici e applicazioni trasversali.
Valvole di Regolazione e le Loro Specificità
Le valvole di regolazione, in generale, sono progettate per gestire il flusso di fluidi in diverse condizioni operative. A seconda delle dimensioni, della temperatura e del fluido, le valvole possono essere utilizzate per pressioni fino a 400 bar, dimostrando la loro robustezza e versatilità. Per garantire una tenuta affidabile verso l'esterno, vengono impiegate guarnizioni in PTFE, un materiale noto per le sue eccellenti proprietà di resistenza chimica e termica.
Nella versione standard di queste valvole, la filettatura di regolazione del mandrino sporge direttamente nello spazio di trasporto del fluido. Questa configurazione, sebbene comune, può presentare delle limitazioni in alcune applicazioni. Per i contesti che prevedono l'utilizzo di fluidi molto aggressivi o cristallizzanti, ad esempio, è consigliabile optare per serie specifiche, come la serie "ASP". In queste versioni avanzate, la filettatura di regolazione del mandrino è strategicamente posizionata al di fuori dell'area di trasporto del fluido. Questa soluzione ingegneristica riduce al minimo il rischio di grippaggio della filettatura del mandrino, garantendo una maggiore affidabilità e una vita utile prolungata della valvola, anche in condizioni estreme.
La Valvola Pop-Off: Un Componente Chiave nei Motori Turbo
Un esempio significativo di valvola di tipo automobilistico è la valvola pop-off, nota anche come valvola di ricircolo dell’aria o dump valve. La sua funzione principale è quella di eliminare il "colpo d’ariete", un fenomeno che si verifica a causa del repentino aumento della pressione nel condotto tra il compressore e il corpo farfallato. Questo accade nel momento in cui, a motore sotto carico e con il turbocompressore ad alti giri, l'acceleratore viene rilasciato o la farfalla posta sul corpo farfallato viene chiusa.
Le soluzioni a scarico libero, a volte proposte, sono considerate una libera interpretazione e non sono supportate da alcun motivo tecnico valido. Al contrario, l'implementazione di una valvola pop-off è una soluzione tecnicamente fondata. SAITO, un'azienda specializzata, propone una valvola pop-off specifica per il turbo 49373-03012 (OE 55243431.01), destinata a modelli come Fiat 500, Panda, Punto, Lancia Ypsilon, e Alfa Mito equipaggiate con il motore Fiat SGE - Twinair 0.9L. Questo dimostra l'importanza di valvole specificamente progettate per le caratteristiche di ciascun motore, garantendo prestazioni ottimali e prevenendo danni.
Valvole di Sicurezza: Protezione contro le Sovrappressioni
Le valvole di sicurezza sono componenti essenziali in qualsiasi sistema che preveda la gestione di fluidi sotto pressione. La loro funzione è quella di rilasciare la pressione in eccesso per prevenire danni al sistema o lesioni al personale. Le valvole di sicurezza convenzionali possono essere significativamente influenzate dalla contropressione nel sistema di scarico, che si compone di due elementi principali: la contropressione imposta e la contropressione accumulata. Tipicamente, queste valvole possono resistere a una contropressione massima del 10% della pressione di taratura.
I soffietti all'interno delle valvole di sicurezza giocano un ruolo cruciale nel mitigare gli effetti della contropressione sulle prestazioni della valvola. Essi impediscono che la contropressione agisca sul lato superiore del disco all'interno dell'area del soffietto, mantenendo così una forza bilanciata sul disco e garantendo un impatto minimo sulla pressione di apertura della valvola. Tuttavia, la possibile rottura dei soffietti rappresenta una preoccupazione, poiché tale evento potrebbe alterare la pressione di taratura e la capacità della valvola. Per questo motivo, è fondamentale implementare meccanismi per rilevare eventuali flussi anomali di fluido attraverso le aperture dei soffietti, garantendo la continua affidabilità del sistema.
Nelle valvole di sicurezza, solo il corpo di ingresso e il disco vengono a contatto con il fluido di processo durante lo scarico, essendo queste le parti "bagnate". La molla è un altro componente vitale, richiedendo prestazioni affidabili entro parametri specificati. Le valvole di sicurezza standard utilizzano spesso acciaio al carbonio per temperature moderate e acciaio inossidabile per applicazioni che comportano corrosione o vapore sterile, evidenziando la necessità di materiali specifici per diversi ambienti operativi.
La selezione del materiale per la seduta delle valvole di sicurezza si concentra principalmente su due opzioni: sedi metalliche-metalliche e tenute resilienti. Le sedi metalliche-metalliche sono particolarmente adatte per ambienti ad alta temperatura, come le applicazioni a vapore, grazie alla loro robustezza e resistenza al calore.
Valvole di regolazione della pressione (minima, differenziale, di ritorno) e del vuoto
Le valvole di sicurezza standard possono essere dotate di una leva di sollevamento, che permette di sollevare manualmente l'otturatore per verificarne l'operatività quando la pressione supera il 75% della pressione di taratura. Questa caratteristica è spesso un requisito normativo, specialmente in applicazioni a vapore e acqua calda, per garantire la sicurezza. In alternativa, una ghiera di prova può sostituire la leva di sollevamento. Svitando la ghiera di prova, posizionata sulla parte superiore della valvola, è possibile sollevare manualmente il disco.
Come ulteriore alternativa, in particolare per applicazioni alimentari e farmaceutiche dove la pulizia interna è fondamentale, è possibile utilizzare un attuatore con un pistone per il sollevamento manuale del disco. Applicando pressione d'aria all'attuatore, si riduce parzialmente la forza della molla della valvola, consentendo al disco di sollevarsi a una pressione inferiore rispetto a quella di taratura. Per le applicazioni in cui la leva non è necessaria, un coperchietto semplice e chiuso può proteggere la vite di regolazione, sottolineando la modularità e l'adattabilità di questi componenti.
Mini Valvole e Raccorderia: Soluzioni Versatili
Oltre alle valvole complesse per sistemi pressurizzati, esiste una vasta gamma di "mini valvole in plastica", "mini valvole portagomma e tape" e "piccola raccorderia per tubo" che trovano impiego in diverse applicazioni, dall'irrigazione domestica a sistemi industriali meno esigenti. Queste valvole sono caratterizzate da dimensioni ridotte, facilità di installazione e, in molti casi, da un'elevata resistenza alla pressione, come dimostrato dalla "valvola sfera monoghiera nera F/F ½″ PN16 in PVC", perfetta per l'irrigazione ad alta pressione con il suo corpo compatto, montaggio immediato e alta tenuta.
Esempi specifici includono:
- Derivazione con gommino filet maschio per tubi PE: disponibile in diverse dimensioni (ad esempio, d. 3/4″), offre una connessione pratica e sicura.
- Minivalvola portagomma con leva rossa ergonomica: disponibile in versioni da 20 mm o 20 mm × ¾″ M, ideale per orti, serre e microirrigazione, garantendo una connessione rapida su tubo PE.
- Minivalvola portagomma da 25 mm con testa rossa ergonomica e filettatura ¾″ M o con leva rossa: perfetta per gestire il flusso su tubo PE, resistente e semplice da installare.
- Minivalvola portagomma da 16 mm con testa rossa per microirrigazione: compatta e resistente, offre una connessione sicura su tubo PE.
- Minivalvola a sfera Vega X Tape 22×3/4″ con ghiera flottante: con attacchi femmina-femmina, indica una soluzione specifica per nastri gocciolanti o tubi di dimensioni simili.
- Valvolina diretta con gommino per tape D. 16 mm o Valvolina Jolly X Tape 16D: con ghiera flottante e attacco da 16 mm per nastro gocciolante, sono progettate per sistemi di irrigazione a goccia.
Questi esempi evidenziano la diversità delle soluzioni disponibili e la loro specializzazione per adattarsi a specifiche esigenze, spesso con un occhio di riguardo alla praticità d'uso e all'efficienza in sistemi di fluidi a bassa pressione.
Valvole di Fondo e di Non Ritorno: Garanzia di Direzionalità e Protezione
Le valvole di fondo e le valvole di non ritorno sono fondamentali per il controllo della direzione del flusso e la protezione delle pompe e dei sistemi idraulici.
- Valvole di fondo in ottone: come la versione da 2 ½″, completa di filtro interno, guarnizione NBR e tenuta metallica, o quella da 4″ con filtro interno in acciaio inox, guarnizione NBR e attacchi femmina, sono installate all'inizio della tubazione di aspirazione di una pompa per evitare che la colonna d'acqua si scarichi quando la pompa è spenta, e per filtrare detriti.
- Valvole di non ritorno “Europa” in ottone: disponibili in varie dimensioni (ad esempio, ½″ o 1″), equipaggiate con otturatore a molla, guarnizione NBR e componenti in acciaio inox, impediscono il riflusso del fluido, garantendo che il flusso avvenga in una sola direzione. L'otturatore a molla assicura una chiusura rapida e affidabile.
La Valvola Schrader: Dagli Pneumatici ai Sistemi HVAC
La valvola Schrader, conosciuta anche come valvola americana, è un tipo di valvola largamente impiegata negli pneumatici di veicoli a motore e biciclette, il cui nome deriva dalla società Schrader, fondata nel 1844. Oltre all'utilizzo nei pneumatici, le valvole Schrader sono prodotte in diverse grandezze e trovano applicazione in molti sistemi di refrigerazione e climatizzazione (HVAC). La loro utilità in questi contesti deriva dalla capacità di consentire la ricarica di refrigerante senza perdite significative di gas o liquido, oltre a facilitare la sostituzione del nucleo della valvola in caso di difetto.
Generalmente, le valvole Schrader per pneumatici seguono un unico standard costruttivo, garantendo la compatibilità della parte finale esterna con tappi a cappuccio e strumenti di gonfiaggio comuni. Alcuni tappi, dotati di un anello di tenuta in gomma interno, contribuiscono a contenere anche piccole perdite. Esistono anche valvole a scomparsa che, avvitate al cerchione, richiedono una prolunga per la ricarica.

Nei veicoli a motore, le valvole Schrader sono quasi universalmente adottate, mentre per le biciclette coesistono con le valvole Presta. A causa del loro diametro maggiore rispetto alle Presta, le valvole Schrader richiedono un foro più grande nel cerchio. Sebbene ciò non sia solitamente un problema per i produttori di cerchi, potrebbe rappresentare un punto di indebolimento in profili stretti, tipici delle bici da strada. È possibile convertire un cerchio per alloggiare una valvola Schrader allargando cautamente il foro esistente con una punta elicoidale da 8,5 mm.
Pur offrendo entrambe una buona tenuta ad alte pressioni, le valvole Schrader, che utilizzano una molla in tensione per la chiusura interna, possono essere impiegate con un'ampia varietà di gas compressi e alcuni liquidi. Tuttavia, richiedono una pressione di gonfiaggio superiore, poiché l'aria deve vincere la forza contraria della molla interna. Le valvole Presta, invece, basandosi esclusivamente sulla pressione interna dell'aria per rimanere chiuse, necessitano di una pressione inferiore, ma comportano sempre una piccola perdita d'aria durante l'aggancio e lo sgancio degli strumenti di gonfiaggio.
Le Valvole nel Motore: Flusso dei Gas e Ottimizzazione delle Prestazioni
Le valvole all'interno di un motore a combustione interna sono responsabili di mettere a disposizione dei gas una sezione di passaggio di area variabile. Le condizioni di efflusso attraverso la valvola sono un fenomeno complesso, poiché in prossimità del fungo i gas subiscono una forte deflessione, che genera irreversibilità e turbolenze. Un'analisi precisa richiederebbe simulazioni numeriche della gasdinamica tridimensionale o sperimentazioni con tecniche di visualizzazione, come l'anemometria laser.
Tuttavia, per i progettisti di motori, è spesso sufficiente definire parametri globali che sintetizzano questi fenomeni complessi e forniscono indicazioni utili in fase di progettazione. A tal fine, si definisce un parametro che misura la "permeabilità" del complesso valvola-sede o dell'intera testata del motore, ovvero la capacità della valvola di far fluire una portata di gas tra due ambienti a pressione diversa.
La permeabilità viene misurata su banchi di flussaggio, che simulano le condizioni di funzionamento del motore. Su questi banchi, la portata massica di aria viene misurata per diverse posizioni dell'alzata valvola ('h'), ovvero per diversi valori dello spostamento assiale dalla posizione di riposo. Se l'alzata della valvola rimane costante durante la misura, si parla di banco di flussaggio stazionario; se la valvola è mantenuta in movimento dall'albero a camme, l'apparecchiatura è detta banco di flussaggio instazionario o dinamico.
La portata misurata viene confrontata con la portata che fluirebbe in condizioni isentropiche attraverso un ugello di sezione "equivalente". Il rapporto tra la portata misurata e la portata ideale di riferimento genera un coefficiente adimensionale chiamato “coefficiente di efflusso”. All'aumentare dell'alzata, gli attriti hanno un peso decrescente, mentre il flusso si mantiene relativamente ben guidato. Per alzate maggiori, la forte deflessione subita dal flusso causa una contrazione della vena e un aumento considerevole delle dissipazioni.
Per piccole alzate, il coefficiente di efflusso risulta leggermente più elevato quando l'angolo di apertura del cono è grande (120°), poiché l'area effettiva di efflusso cresce approssimativamente secondo il seno dell'angolo. All'aspirazione, con l'aumentare dell'alzata valvola, il coefficiente di efflusso non dipende più dall'angolo, mentre allo scarico maggiori aperture del cono risultano penalizzanti a causa della flessione della vena fluida che non viene più guidata efficacemente.
Il raggio di curvatura del condotto in prossimità della valvola ha una forte influenza sulle perdite di carico in tale area. Un condotto con un raggio di curvatura piccolo e un "gomito" stretto in prossimità della valvola provoca perdite superiori rispetto a un condotto con un raggio di curvatura più ampio. Le prove sperimentali confermano che il coefficiente di efflusso Cdf è più elevato con ampi raggi di curvatura del condotto e migliora riducendo la strozzatura in corrispondenza del supporto della guida valvola. L'andamento è simile sia per le valvole di aspirazione (flusso dal condotto al cilindro) che per quelle di scarico (flusso dal cilindro al condotto).
La strozzatura dovuta al supporto valvola non può essere eliminata, poiché senza di esso la valvola subirebbe flessioni a causa delle forze generate dai gas di scarico. È quindi fondamentale una corretta progettazione della guida per prevenire eccessive turbolenze nel moto del fluido.
Le valvole di aspirazione sono generalmente più grandi e più numerose (nei motori plurivalvole) rispetto a quelle di scarico. Questo perché una perdita di carico del fluido all'aspirazione compromette la capacità del motore di produrre lavoro. Questo aspetto è ancora più critico nei motori diesel, dove il carico non è regolato da una valvola a farfalla per dosare la portata d’aria, ma dalla quantità di combustibile iniettato. In questi motori, detti “ad accensione spontanea”, la combustione è innescata dall'elevata pressione dell'aria in ingresso. Maggiori sono le perdite di carico in termini di pressione, minore sarà la pressione nel cilindro e più difficoltosa sarà la combustione.
L'area della sezione efficace di efflusso è un parametro chiave, facilmente calcolabile in ogni posizione angolare quando è nota la legge di alzata della valvola, e rappresenta l'area che la sezione di efflusso avrebbe se, a parità di portata, tutto il processo avvenisse reversibilmente.
Fasatura delle Valvole e Ottimizzazione del Motore
La fasatura delle valvole in un motore a 4 tempi, ovvero la scelta degli angoli di apertura e chiusura delle valvole, è un aspetto dal quale dipendono molte delle caratteristiche prestazionali del motore. La sua ottimizzazione è un processo che deve essere condotto parallelamente all'ottimizzazione dei condotti di aspirazione e scarico, la cui geometria influenza fortemente l'intero processo di sostituzione del fluido di lavoro, un fenomeno tipicamente instazionario.
Quanto più un motore è destinato a funzionare a regimi elevati, tanto più è importante che le aree delle sezioni equivalenti di aspirazione/scarico siano elevate e che la permeabilità del sistema sia massima per evitare strozzature ed eccessive perdite di carico. Per questo, compatibilmente con l'insorgere di fenomeni collaterali indesiderati, si cerca di aumentare il più possibile la durata angolare delle fasi di aspirazione e scarico.
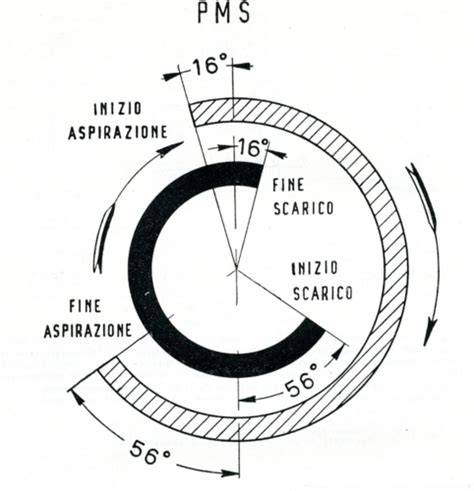
Gli angoli di fasatura della distribuzione sono generalmente indicati partendo dal PMS (Punto Morto Superiore) durante la fase di incrocio (simultanea apertura di aspirazione e scarico). Su una vettura “stradale” si può avere una fasatura 10-50-50-10 (RCS: angolo di Ritardo della Chiusura dello Scarico; RCA: angolo di Ritardo della Chiusura dell'Aspirazione; AAS: angolo di Anticipo dell'Apertura dello Scarico; AAA: angolo di Anticipo dell'Apertura dell'Aspirazione). Su un'autovettura più sportiva, una fasatura 30-70-70-30; su autovetture da competizione con elevati regimi di funzionamento, una 50-90-90-50. Nel primo caso, l'incrocio dura soltanto 10+10 gradi di rotazione dell'albero a gomiti (da AAA a RCS), mentre nell'ultimo il periodo di contemporanea apertura delle valvole di aspirazione e scarico dura ben 50+50 gradi.
La scelta dell'angolo AAS (Anticipo Apertura Scarico) è realizzata principalmente seguendo la minimizzazione della somma del lavoro perso in espansione e del lavoro perso durante la risalita del pistone a causa della presenza di una pressione nel cilindro superiore alla pressione atmosferica. Un anticipo eccessivo causa un'elevata perdita di lavoro di espansione, ma anche una diminuzione del lavoro di espulsione dei gas combusti.
Le perdite e il valore dell’angolo AAS ottimale diminuiscono all'aumentare delle dimensioni della valvola e all'ottimizzazione del progetto del condotto di scarico in prossimità della valvola; in questo caso, infatti, lo scarico spontaneo ha una minor durata angolare.
I benefici dell’angolo dell’incrocio sono legati allo sfruttamento della depressione che si crea nel cilindro alla fine della fase di scarico a causa dell’inerzia della colonna dei gas combusti. Durante questa fase, l’ingresso della carica fresca risulta così favorito dalla fuoriuscita dei gas caldi verso lo scarico. Poiché l’inerzia dei gas è maggiore ai regimi elevati, mentre il tempo disponibile per il ricambio del gas diminuisce al crescere del regime, l’angolo di incrocio tende ad aumentare nei motori destinati a funzionare ad elevati regimi. È importante notare, tuttavia, che alle basse velocità di rotazione, un incrocio elevato può portare alla fuoriuscita della carica fresca attraverso la valvola di scarico, con conseguente diminuzione del rendimento e aumento delle emissioni di inquinanti se la carica fresca aspirata contiene anche il carburante.
È possibile sfruttare l'apertura delle valvole per generare una leggera sovralimentazione, che porta a un benefico riempimento del cilindro (maggiore è la quantità d'aria aspirata, maggiore è il lavoro che il motore è in grado di produrre). All'apertura della valvola di aspirazione, viene generata un'onda di espansione che si muove dalla valvola al filtro di aspirazione, ovvero nel senso “opposto” alla corrente. L'onda di compressione così generata si muove verso la valvola e, se perviene alla sezione terminale del condotto quando la valvola è ancora aperta, si ottiene un beneficio sul riempimento. Il beneficio è massimo quando il ritorno avviene in corrispondenza delle massime alzate della valvola, cioè circa a metà della fase di aspirazione. Questo effetto è noto come “accordo in aspirazione”.
Per ottenere un buon accordo all'aspirazione in un intervallo più ampio di regimi, sono diffusi sistemi che modificano gli angoli di fasatura della distribuzione al variare della velocità di rotazione del motore (sistemi di distribuzione a fasatura variabile) e/o la geometria dei condotti di aspirazione (sistemi di distribuzione a geometria variabile). Poiché generalmente si interviene sulla fasatura delle sole valvole di aspirazione, tali sistemi sono caratterizzati dall’avere alberi a camme separati per aspirazione e scarico.
Valvole di regolazione della pressione (minima, differenziale, di ritorno) e del vuoto
Esistono diverse tipologie di questi sistemi:
- Tipo A: Sistemi in cui l'albero a camme di aspirazione può essere sfasato rigidamente al raggiungimento di un prefissato regime di soglia. In questo modo è possibile aumentare il RCA (e diminuire della stessa quantità l'AAA) ai regimi più elevati, sfruttando meglio i consistenti effetti inerziali.
- Tipo B: Sistemi in cui, al raggiungimento di un regime prefissato, il profilo di alzata delle valvole passa da una configurazione ottimizzata per i bassi regimi a una più adatta ai regimi elevati. Questi dispositivi, che assumono denominazioni diverse a seconda del costruttore (VVT Variable Valve Timing, CPS Cam Profile Switching, ecc.), offrono una maggiore flessibilità rispetto ai precedenti perché, oltre che sulla fase, è possibile intervenire sull'intera legge di alzata.
Un altro accorgimento spesso adottato per ottenere benefici simili consiste nel modificare la lunghezza dei condotti di aspirazione al variare del regime, in modo da mantenere in fase tra loro il ritorno dell'onda di compressione con l'istante di massima apertura della valvola di aspirazione. I due accorgimenti, fasatura variabile e geometria variabile, possono anche essere adottati contemporaneamente. I benefici ottenuti in termini di riempimento e coppia sono significativi e attualmente giustificano l'adozione di questi dispositivi nei motori di classe medio-alta, nonostante l'incremento di costo e la maggiore complessità costruttiva (con i potenziali problemi di affidabilità che possono derivarne).
Sicurezza e Ambiente Nelle Autofficine: L'Accettazione degli Autoveicoli
Il contesto di utilizzo delle valvole automobilistiche non si limita al loro funzionamento meccanico, ma si estende anche alle operazioni di manutenzione e riparazione in autofficina, dove la sicurezza degli operatori e l'impatto ambientale sono di primaria importanza. La fase di accettazione degli autoveicoli, ad esempio, è un momento critico.
Una volta preso in consegna dal cliente, l'autoveicolo viene introdotto nell'officina per essere sottoposto agli interventi richiesti. In questa fase, un'attrezzatura fondamentale è il tubo flessibile per l'aspirazione dei gas di scarico e il relativo impianto di aspirazione. Si tratta di un tubo corrugato flessibile che viene collegato da un lato al tubo di scappamento del veicolo e dall'altro all'impianto di aspirazione generale. A quest'ultimo, tramite una tubazione comune, confluiscono tutti i vari tubi flessibili collegati agli scarichi dei veicoli presenti nell'officina. La tubazione comune può essere incassata nel pavimento e/o nelle pareti, oppure fissata esternamente, ad esempio al soffitto lungo il perimetro dell'officina. L'impianto incassato prevede delle bocchette di aspirazione dove vengono innestati i tubi flessibili, mentre quando la tubazione è esterna, si ha un collegamento stabile tra la tubazione comune e le calate di ogni tubo flessibile.

I fattori di rischio principali in questa fase includono l'esposizione a gas di scarico degli autoveicoli. I gas di scappamento contengono ossido di carbonio (1-15%), anidride carbonica, vapori incombusti di benzina, cloruro e bromuro di piombo. Questi ultimi derivano dalla reazione tra il piombo tetraetile e gli additivi antidetonanti (cloruro e bromuro di etilene), che hanno il compito di trasformare l'ossido di piombo in composti volatili, evitando la formazione di depositi nella camera di scoppio. Di conseguenza, con i gas di scarico, si diffonde all’esterno piombo sotto forma organica (piombo tetraetile nei vapori di benzina incombusta) e inorganica (bromuro, cloruro ed ossido di piombo). Benzene e piombo tetraetile sono presenti nei carburanti.
Il rischio di assorbimento di ossido di carbonio e altre sostanze nocive è maggiore in garage seminterrati e in luoghi con scarsa ventilazione. Durante la messa a punto, ricostituzione e pulitura dei motori, questi vengono fatti funzionare a lungo "a folle", con una forte produzione di ossido di carbonio e residui dei combustibili bruciati.
Le caratteristiche emissive dei veicoli "medi" presenti nelle autofficine (auto a benzina non catalizzate, auto a benzina catalizzate, auto a GPL, auto a GN (metano), auto diesel, veicoli diesel medi) sono state oggetto di indagini approfondite. Le emissioni da auto a benzina non catalizzate sono ricche di CO, HC, NOx e benzene, con elevate quantità rispetto ad altri tipi di veicoli, specialmente per CO, HC e benzene. Con benzina "super", si ha anche emissione di composti di piombo. Le emissioni da auto a GPL non catalizzate sono simili a quelle a benzina non catalizzate per CO, ma significativamente inferiori per NOx, con assenza di benzene e piombo. Le emissioni da auto a metano non catalizzate sono notevolmente inferiori per CO e significativamente inferiori per NOx rispetto ad altre auto non catalizzate, con assenza di benzene e piombo. Nel parco diesel, gli HC sono trascurabili e il CO poco significativo, mentre le emissioni di NOx sono molto elevate per i motori di taglia media ed elevata, data la portata fumi molto più consistente. Benzene e piombo sono assenti, ma i motori di taglia media ed elevata presentano emissione di fumo nero (particolato incombusto contenente IPA).
Un altro fattore di rischio è il transito di persone in prossimità di autoveicoli in movimento, con la possibilità di investimento di addetti o clienti. L'esposizione a microclima sfavorevole durante la stagione fredda può causare sbalzi termici, correnti d'aria e basse temperature. Infine, la presenza di sostanze infiammabili (benzina dei serbatoi, olio motore, ragia minerale) e le possibilità di innesco, determinano un rischio di esplosione-incendio.
I danni attesi e rilevati dall'esposizione ai prodotti della combustione dei motori degli autoveicoli (particolato di idrocarburi incombusti, ossidi di azoto, anidride solforosa, ossido di carbonio, formaldeide, idrocarburi aromatici e alifatici, sostanze organiche volatili) possono includere broncopneumopatie, ossicarbonismo, sindrome irritative delle estremità cefaliche, asma bronchiale, emopatie, epatopatie, neuropatie, nefropatie, miocardiopatie, dermatiti e tumori. L'irritazione delle congiuntive oculari e delle vie respiratorie è comune, e i meccanici possono essere esposti a concentrazioni subtossiche di ossicarbonismo per periodi lunghi, con sintomi come cefalee, vertigini, astenia, turbe dispeptiche, insonnia e modesta ipotensione. Il valore della carbossiemoglobina è risultato superiore in soggetti esposti a CO2.
In caso di investimento, gli addetti possono riportare gravi lesioni traumatiche, anche mortali. L'esposizione a microclima sfavorevole può causare malattie da raffreddamento, mentre incendio-esplosione può provocare gravi ustioni, lesioni traumatiche e intossicazioni.
Per ridurre l'esposizione ai gas di combustione, è necessario predisporre una zona di accettazione adeguatamente ventilata e segnalata con il cartello "ALT - spegnere il motore". Aspiratori a parete devono essere installati ad un'altezza tale da aspirare i gas di scarico senza che il flusso investa gli addetti. Prima dell'introduzione nel reparto di lavorazione, deve essere applicato al tubo di scarico un tubo flessibile per la captazione e l'espulsione all'esterno dei fumi e gas di scarico.
Per ridurre il rischio di investimento, è necessario predisporre e segnalare percorsi sicuri per i pedoni, separati dai percorsi per i veicoli, e vietare l'ingresso ai non addetti ai reparti di lavorazione. Per il microclima sfavorevole, è necessario riscaldare i locali di lavoro e, se del caso, installare barriere d'aria.
Per ridurre il rischio di incendio-esplosione, è fondamentale ridurre al minimo le giacenze di prodotti infiammabili ed esplosivi, conservandoli in luoghi separati e aerati dall'esterno. È vietato l'uso di fiamme libere o apparecchi elettrici non adeguati in zone di pericolo. L'impianto elettrico deve essere conforme alle norme CEI. La presenza e segnalazione di mezzi di estinzione portatili o fissi, la loro verifica periodica e la formazione del personale all'uso sono obbligatorie. Le vie di uscita devono essere predisposte, segnalate e mantenute sgombre. Se nell'autofficina possono essere presenti più di 9 autoveicoli, l'attività rientra nel controllo dei Vigili del Fuoco, e se sono presenti 10 o più addetti, è obbligatorio redigere il piano di emergenza antincendio. L'impatto esterno principale è costituito dall'emissione convogliata in atmosfera dei gas di scarico.